Fließlinien sind ein häufiger Fehler, der während des Spritzgießprozesses auftreten kann. Diese sichtbaren Linien auf der Oberfläche eines Kunststoffteils sind vor allem ein ästhetisches Problem, können aber dennoch Probleme verursachen. Was genau verursacht Fließlinien?
In diesem vollständigen Leitfaden finden Sie als Fachmann SpritzgießherstellerIn diesem Artikel gehe ich auf die wichtigsten Faktoren ein, die zu Fließlinien beim Spritzgießen führen. Wenn Sie verstehen, was hinter diesen Fehlern steckt, können Sie Maßnahmen ergreifen, um sie zu verhindern.
Was sind Fließlinien beim Spritzgießen?
Bevor wir uns mit den Ursachen befassen, wollen wir kurz darauf eingehen, was Fließlinien eigentlich sind.
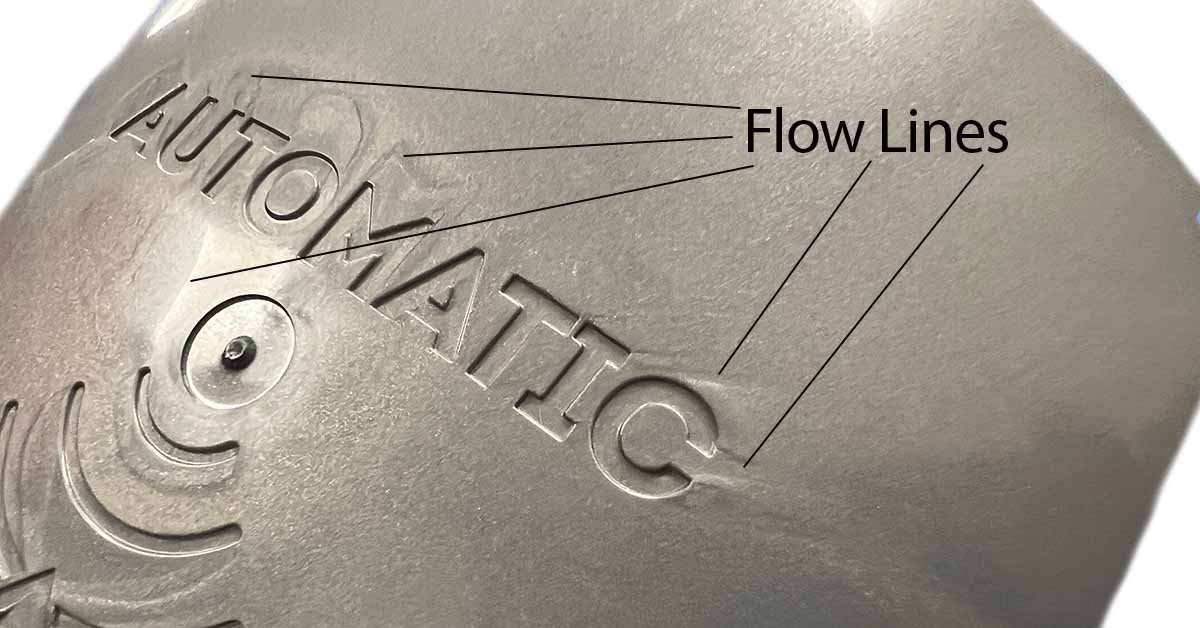
Fließlinien zeigen sich auf einem spritzgegossenen Kunststoffteil als sichtbare Linien, Streifen oder Muster auf der Oberfläche. Sie weisen auf ein ungleichmäßiges Fließen hin, wenn der geschmolzene Kunststoff in den Formhohlraum eintritt und diesen füllt.
Oft erscheinen die Fließlinien als:
- Gewellte Linien
- Sich wiederholende kreisförmige Muster
- Verfärbte Schlieren auf dem Kunststoffteil
Auch wenn Fließlinien die Festigkeit oder Funktion des fertigen Teils nicht direkt beeinträchtigen, sind sie doch ein Makel. Bei optischen Teilen mit hohen kosmetischen Anforderungen können Fließlinien zu Ausschuss führen.
Insgesamt sind Fließlinien auf Unterschiede in der Art und Weise zurückzuführen, wie Abschnitte des geschmolzenen Kunststoffs in der Form abkühlen und erstarren. Bei ungleichmäßiger Abkühlung entstehen sichtbare Linien an den Stellen, an denen die Fließlinien aufeinandertreffen.
Betrachten wir nun die Gründe, warum diese ungleichmäßige Abkühlung und der ungleichmäßige Fluss beim Spritzgießen auftreten können.
Was sind die Ursachen für Fließlinien beim Spritzgießen?
Es gibt vier Hauptkategorien, die zur Bildung von Fließlinien in geformten Kunststoffteilen führen:
- Die Spritzgießmaschine
- Die Form selbst
- Das Kunststoffmaterial
- Der Maschinenführer
Probleme in einem dieser Bereiche können das Fließen des geschmolzenen Kunststoffs in den Formhohlraum stören. Wenn der Fluss gestört wird, kühlen einige Abschnitte unterschiedlich schnell ab, was zu Fließlinien führt.
Maschineneinstellungen und Parameter
Die Spritzgießmaschine selbst spielt eine große Rolle dabei, dass der Kunststoff gleichmäßig fließt. Wenn ein wichtiger Parameter nicht stimmt, können sich Fließlinien bilden.
Niedriger Einspritzdruck - Wenn der Druck nicht ausreicht, um den geschmolzenen Kunststoff in die Form zu drücken, kommt es nicht zu einer gleichmäßigen Packung und einem gleichmäßigen Materialfluss. Durch den niedrigen Druck können die einzelnen Abschnitte des Flusses unterschiedlich schnell abkühlen.
Niedrige Düsentemperatur - Die Düse überträgt die Wärme auf den Kunststoff, unmittelbar bevor er in die Form gelangt. Wenn sie nicht heiß genug ist, beginnen die Abkühlungsprobleme sofort, wenn die Schmelze auf die Form trifft.
Langsame Einspritzgeschwindigkeit - Eine zu langsame Einspritzgeschwindigkeit gibt dem geschmolzenen Kunststoff mehr Zeit, um vor dem Füllen der Form ungleichmäßig abzukühlen. Diese Temperaturschwankungen führen zu Fließproblemen.
Kurze Zykluszeiten - Wenn der Gesamtzyklus oder die Abkühlzeit zu schnell ist, erreicht der Kunststoff im Zylinder möglicherweise nicht die optimale Schmelztemperatur, bevor er eingespritzt wird.
Fragen zur Formgestaltung
Fehler in der Werkzeugkonstruktion sind ein weiterer wichtiger Faktor für Fließlinienfehler. Selbst winzige Nuancen wie Entlüftungen, Anschnitte und Geometrien können den Fließvorgang stören:
Unsachgemäße Entlüftung - Eingeschlossene Luft führt zu Blockaden und Strömungswiderstand. Wenn die Entlüftungsöffnungen ihre Aufgabe nicht richtig erfüllen, führt dies zu ungleichmäßiger Befüllung und Kühlung.
Kleine Tore/Kufen - Verengte Anschnitte und dünne Angusskanäle behindern den Durchfluss, so dass der Kunststoff abkühlen kann, bevor er die Kavitäten erreicht.
Komplexe Geometrie - Scharfe Kanten oder Rippen wirken wie Barrieren, die die Strömungsrichtung radikal ändern. Plötzliche Änderungen fördern eine ungleichmäßige Abkühlung.
Variable Wandstärke - Dünne Abschnitte kühlen schneller ab als dicke Abschnitte. Wenn geschmolzener Kunststoff von dicken Bereichen zu dünnen Abschnitten fließt, verursacht der Temperaturunterschied Fließprobleme.
Materielle Faktoren
Ob Sie es glauben oder nicht, auch der Kunststoff selbst kann eine Rolle bei der Fließlinienbildung spielen:
Niedriger Schmelzfluss - Sehr zähflüssige, langsam fließende Materialien neigen dazu, in unterschiedlichen Abständen abzukühlen. Dies führt zu sichtbaren Linien, wo die Ströme aufeinandertreffen.
Mangel an Schmiermittel - Unzureichendes Schmiermittel behindert den Durchfluss von Kunststoffen, die durch längere enge Abschnitte fließen. Eine stärkere Verengung ermöglicht Kühlungsschwankungen.
Einfluss des Betreibers
Auch wenn automatisierte Systeme helfen, sie zu vermeiden, sollte menschliches Versagen nicht unterschätzt werden:
Inkonsistente Zykluszeiten - Wenn ein Bediener nicht denselben Zeitplan für die Abfolge einhält, schwanken Parameter wie die Temperatur. Inkonsistente Bedingungen von Zyklus zu Zyklus führen zu Kühlungsproblemen.
Schlechte Wartung - Wenn Grate oder Verstopfungen in den Formteilen nicht entfernt werden, erhöht sich der Fließwiderstand. Ablagerungen tragen zu ungleichmäßigem Füllen und Abkühlen bei.
Wie man Fließlinien in Spritzgussteilen vermeidet
Wenn man weiß, worauf man achten muss, gibt es glücklicherweise Möglichkeiten, Fließlinien zu bekämpfen. Optimierungen an Maschinen, Formen, Materialien und Bedienerschulungen helfen, die Wahrscheinlichkeit von Fließfehlern zu minimieren.
Hier sind einige wichtige Möglichkeiten, wie Kunststoffhersteller Fließlinien vermeiden können:
- Optimieren Sie Einspritzdruck, Temperatur und Geschwindigkeit
- Ordnungsgemäße Entlüftung und Anschnitte verwenden
- Auswahl von Kunststoffmaterialien mit geeigneten Fließeigenschaften
- Entwurf einer einheitlichen Teilegeometrie und Wandstärke
- Automatisieren von Prozesseinstellungen und Zykluszeiten
- Vorbeugende Wartung von Schimmelpilzen durchführen
Es ist zwar schwierig, Fließlinien vollständig zu beseitigen, aber der erste Schritt besteht darin, herauszufinden, warum und wo sie auftreten. Anpassungen an der Ausrüstung und Wachsamkeit sind ein wichtiger Beitrag zur Minimierung von Fließfehlern.
Eine sorgfältige Analyse der Maschineneinstellungen, der Materialviskosität, der Formkomponenten und der Einhaltung von Qualitätsverfahren fördert den gleichmäßigen Fluss des Kunststoffs durch die Spritzgussformen. Diese Konsistenz bedeutet, dass weniger Gelegenheiten bestehen, dass Abschnitte ungleichmäßig abkühlen.
Die Quintessenz
Fließlinien entstehen, wenn der komplexe Spritzgießvorgang aus dem Gleichgewicht gerät. Das Verständnis potenzieller Problembereiche hilft, die Dinge wieder ins Lot zu bringen.
Die gute Nachricht ist, dass Fließlinien die Festigkeit der Teile nur selten beeinträchtigen, wenn sie kosmetisch gehalten werden. Aber man sollte wachsam sein mit Spritzgießen Prozesskontrollen und Formenbau tragen dazu bei, die Verschrottung teurer Kunststoffteile wegen meist ästhetischer Mängel zu vermeiden.
Da Sie nun wissen, warum es zu Fließstörungen kommt, können Sie die Schwachstellen im System ausfindig machen. Strategische Maßnahmen zur Förderung eines gleichmäßigen Kunststoffflusses minimieren die Gefahr, dass Abschnitte während des Spritzgießens unterschiedlich schnell abkühlen.
Welche Erfahrungen haben Sie im Umgang mit Fließlinienfehlern gemacht? Haben Sie weitere Tipps für einen reibungslosen und gleichmäßigen Ablauf beim Spritzgießen? Lassen Sie es mich in den Kommentaren unten wissen!