Das Spritzgießen ist ein gängiges Herstellungsverfahren, um Kunststoffteile in großem Maßstab zu produzieren. Doch die hohen Kosten herkömmlicher Metallformen machen es für die Herstellung von Prototypen und Kleinserien unpraktisch.
Glücklicherweise ermöglichen uns die Fortschritte im 3D-Druck den Druck von Kunststoff-Spritzgussformen, die präzise Teile zu einem Bruchteil der Kosten herstellen können. In diesem Leitfaden werden Sie als Fachmann Hersteller von Kunststoff-SpritzgussteilenIn diesem Kurs zeige ich, wie man eine Kunststoff-Spritzgussform entwirft, in 3D druckt und einsetzt, um professionelle Prototypen und Kleinserien herzustellen.
Warum eine 3D-gedruckte Spritzgussform verwenden?
Traditionell werden Spritzgussformen CNC die aus Werkzeugstahl oder Aluminium hergestellt werden. Dieser zeitaufwändige Prozess kostet in der Regel über $5.000 pro Form. Hinzu kommt, dass man bei Konstruktionsänderungen wieder ganz von vorne anfangen muss.
Der 3D-Druck einer Spritzgussform bietet stattdessen einen schnelleren und kostengünstigeren Weg, um Teilekonstruktionen und Produktionsabläufe zu testen. Hier erfahren Sie, warum dies in vielen Fällen sinnvoll ist:
- Dramatisch niedrigere Kosten. Desktop-SLA-Drucker und Hochtemperaturharzformen kosten etwa 1/10 des Preises einer maschinell hergestellten Form.
- Schnelle Iterationen. Mit dem 3D-Druck können Sie Optimierungen und Designänderungen in ein oder zwei Tagen statt in Wochen testen.
- Höhere Komplexität. Organische Formen, individuelle Kühlkanäle und andere komplizierte Merkmale sind kein Problem.
- Niedrige Einstiegskosten. Mit einem Desktop-Setup können Sie für weniger als $5k in Produktion gehen.
Kurz gesagt, 3D-gedruckte Formen eröffnen Möglichkeiten für die Herstellung von Kleinserien, die früher nicht möglich gewesen wären. Lesen Sie weiter, um den gesamten Prozess von Anfang bis Ende zu erfahren.
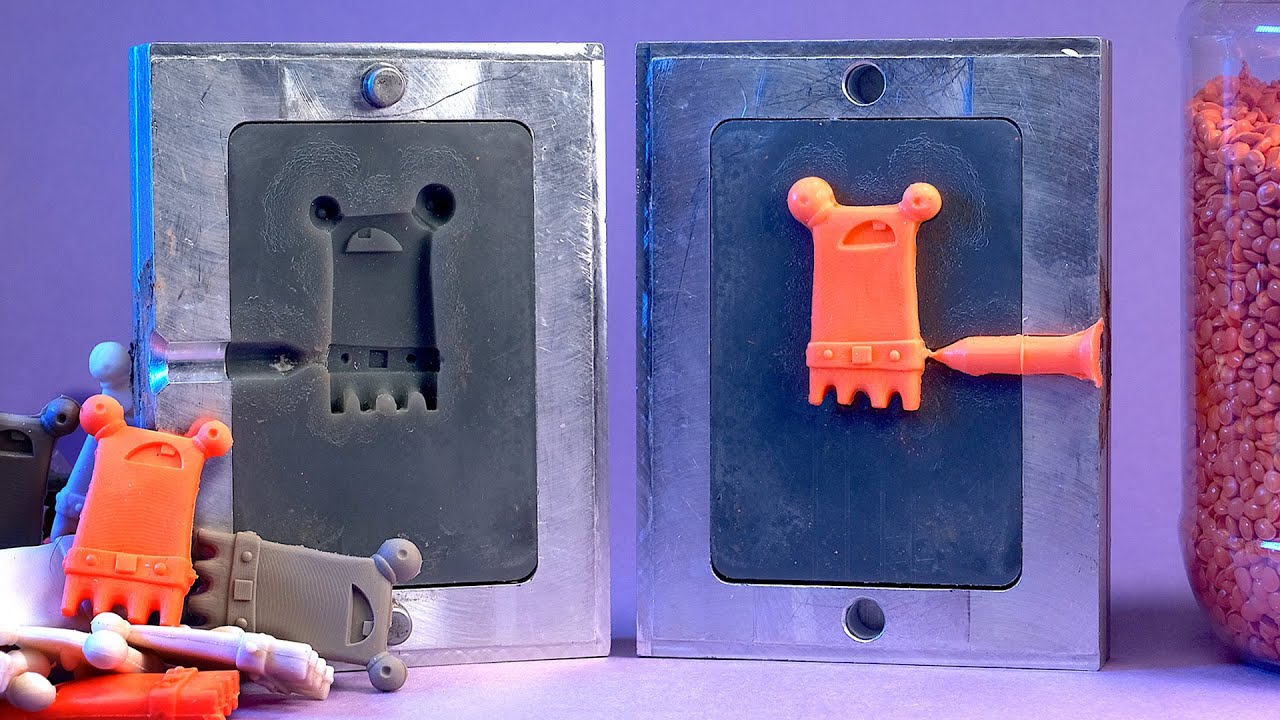
3D-Druck einer Kunststoff-Spritzgussform
Der erste Schritt ist die CAD-Modellierung Ihrer Spritzgussform mit einer 3D-Konstruktionssoftware. Der Entwurf Ihrer Form hängt weitgehend von Faktoren ab wie:
- Geometrie der Teile
- Erforderliche Toleranzen
- Anzahl der Kavitäten
- Verwendetes Material
Während die grundlegenden Konstruktionsprinzipien für maschinell gefertigte Formen auch für 3D-gedruckte Werkzeuge gelten, ermöglicht die additive Fertigung komplexere Kühlkanalnetze und kundenspezifische Geometrien.
Hier finden Sie einige bewährte Verfahren:
Überhänge beseitigen
Da 3D-Drucker Objekte schichtweise aufbauen, sollten Sie Geometrien vermeiden, die während des Aufbaus der Form nicht abgestützte Überhänge erfordern. Überhänge, die einen Winkel von mehr als 45 Grad aufweisen, erfordern abnehmbare Stützen im Inneren des Formhohlraums.
Tiefgangswinkel einbeziehen
Wie bei herkömmlichen Formen ist ein leichter Entformungswinkel von 1-2 Grad an den Wänden vorzusehen, damit die Teile sauber aus der Form herauskommen.
Design Interlocking Alignment
Fügen Sie geometrische Merkmale wie Stifte, Ausrichtungsschlüssel und Rahmen hinzu, um die Formhälften präzise aneinander auszurichten. Dadurch werden Grate vermieden und eine genaue Formschlusslinie gewährleistet.
Strategische Entlüftung
Erwägen Sie das Anbringen von flachen Entlüftungsöffnungen an den Rändern der Kavität, damit die Luft während des Einspritzens entweichen kann und der Innendruck in der Form minimiert wird.
Auswahl von Materialien für 3D-gedruckte Gussformen
Sobald Ihr Entwurf fertig ist, müssen Sie ein 3D-Druckverfahren und ein Material auswählen, das eine haltbare Form und hochwertige Spritzgussteile ergibt.
Für das Gießen von Kleinserien mit genauen Details eignet sich der SLA-3D-Druck mit einem Hochtemperaturharz im Allgemeinen am besten. DLP- und Material-Jetting-Drucker sind in vielen Fällen ebenfalls geeignete Alternativen.
Hochtemperaturharze
Spezialisierte Hochtemperaturharze wie Formlabs Clear Resindie Wärmeablenkungstemperaturen von bis zu 289 °C standhalten, eignen sich hervorragend als Formenmaterial. Sie erzeugen feine 0,05-mm-Details, die für winzige Produkte geeignet sind.
Nach dem Druck sollten die Formen getempert werden, um die Hitzebeständigkeit während des Einspritzvorgangs zu erhöhen. Das Glühen beinhaltet einen kontrollierten, allmählichen Temperaturanstieg, um innere Spannungen aus dem Druck zu entfernen, ohne die empfindlichen Druckgeometrien zu verzerren.
Mit Hochtemperaturharzen lassen sich Materialien wie ABS, PP, Nylon und andere mit Schmelztemperaturen von bis zu 450 °C verarbeiten. Halten Sie einfach den Einspritzdruck niedrig, höchstens 25 MPa.
Langlebige Verbundwerkstoffe
Für eine bessere Oberflächenbeschaffenheit oder eine längere Lebensdauer der Form sollten Sie Verbundharze mit Keramik-, Glas- oder Kohlefaserfüllstoffen in Betracht ziehen.
Materialien wie Siraya Tech Blu bieten 40% Keramikpartikel als Füllstoff für beeindruckende Details und eine Hitzebeständigkeit von über 230°C. Metallbeschichtete Verbundwerkstoffe sind ebenfalls eine Option, obwohl die Oberflächenqualität der Beschichtung im Allgemeinen schlechter ist als die des Drucks.
Best Practices für das Spritzgießen
Nachdem Sie eine gedruckte Form entworfen und das Material ausgewählt haben, können Sie mit dem Spritzgießen von Testteilen beginnen. Hier sind einige Tipps:
Trennmittel verwenden
Das Auftragen von Formtrennspray trägt dazu bei, dass sich Teile in flexiblen Formen sauber trennen lassen, ohne zu kleben oder zu reißen. Achten Sie darauf, dass sich das Trennmittel nicht in der Formhöhlung ansammelt.
Form vorheizen
Wenn möglich, beschleunigt das Vorheizen der Form den Spritzgießprozess, indem es die Viskosität des Materials beim Einspritzen verringert. Überschreiten Sie nur nicht etwa 80% der Nenn-HDT des Harzes.
Niedriger Fülldruck
Tisch-Spritzgießmaschinen erzeugen eine weitaus geringere Schließkraft als industrielle Pressen. Halten Sie den Fülldruck unter ca. 1500 psi, um ein Ausbrechen oder Verformen der Form zu vermeiden. Erwägen Sie, die Maschinen mit kleineren Düsen zu modifizieren, um den Durchfluss zu begrenzen.
Volle Kühlung zulassen
Vergewissern Sie sich vor der Entformung, dass die Teile ausreichend abgekühlt sind, um ihre Form zu bewahren. SLA-gedruckte Formen haben eine geringere Leitfähigkeit als Metall, daher ist mit längeren Abkühlzeiten zu rechnen. Wenn möglich, beschleunigen Sie die Abkühlung mit Kühlwasserleitungen, die in die gedruckten Formen eingebettet sind.
Wenn Sie diese bewährten Verfahren zusammen mit Qualitätsdrucken und richtig entworfenen Formen anwenden, können Sie präzise Kunststoffteile bequem von Ihrem Schreibtisch aus herstellen.
Während die industrielle Fertigung noch auf konventionelle Metallformen angewiesen ist, ermöglicht die additive Fertigung den Ingenieuren, Teile kostengünstig als Prototypen zu testen und zu verfeinern, bevor sie diese Größenordnung erreichen. Die Einführung des Desktop-Spritzgießens öffnet neue Türen für die digitale Fertigung.