Das Erhalten der PC-Spritzgießtemperatur Das Recht kann über den Erfolg oder Misserfolg Ihrer Teile entscheiden.
Ich habe das schon unzählige Male erlebt. Ein Hersteller stellt die Temperatur für die Verarbeitung von Polycarbonat zu niedrig ein, und plötzlich gibt es kurze Schüsse und schwache Teile. Oder sie stellen die Temperatur zu hoch ein und haben am Ende mit degradiertem Material und Silberschlieren zu kämpfen.
Die Wahrheit ist:
Bei der Wahl der richtigen Temperatureinstellungen für PC geht es nicht nur darum, ein Datenblatt zu befolgen. Es geht darum zu verstehen, wie sich die Temperatur auf jeden Aspekt Ihres Formgebungsverfahrens auswirkt.
In diesem Leitfaden werden Sie als Fachmann Hersteller von PC-SpritzgussteilenIch zeige Ihnen genau, wie Sie Ihre PC-Spritzgießtemperaturen optimieren können, um jedes Mal perfekte Teile zu erhalten.
Welche Temperatur sollten Sie beim PC-Spritzgießen verwenden?
Hier ist die kurze Antwort:
PC erfordert in der Regel Fasstemperaturen zwischen 260°C und 320°C (500°F bis 608°F).
Aber das ist nur der Ausgangspunkt.
Die genaue Temperatur, die Sie benötigen, hängt von mehreren Faktoren ab:
- Ihr spezieller PC-Typ
- Teilkomplexität
- Formenbau
- Anforderungen an die Produktion
Lassen Sie mich das noch weiter aufschlüsseln.
Verstehen der PC-Verarbeitungstemperaturen
Polycarbonat ist ein sogenanntes "temperaturempfindliches" Material.
Was bedeutet das?
Im Gegensatz zu anderen Kunststoffen, die ein breites Verarbeitungsfenster haben, erfordert PC Präzision. Die Viskosität des Materials nimmt mit steigender Temperatur deutlich ab, aber wenn man es zu weit treibt, kommt es zur Zersetzung.
Der Temperatur-Sweetspot
Die meisten PC-Sorten lassen sich am besten bei einer Schmelztemperatur zwischen 275°C und 295°C verarbeiten.
Dabei handelt es sich um die tatsächliche Temperatur des geschmolzenen Kunststoffs (nicht nur um die Temperatur, die Ihr Fassregler anzeigt).
Aber jetzt wird es interessant:
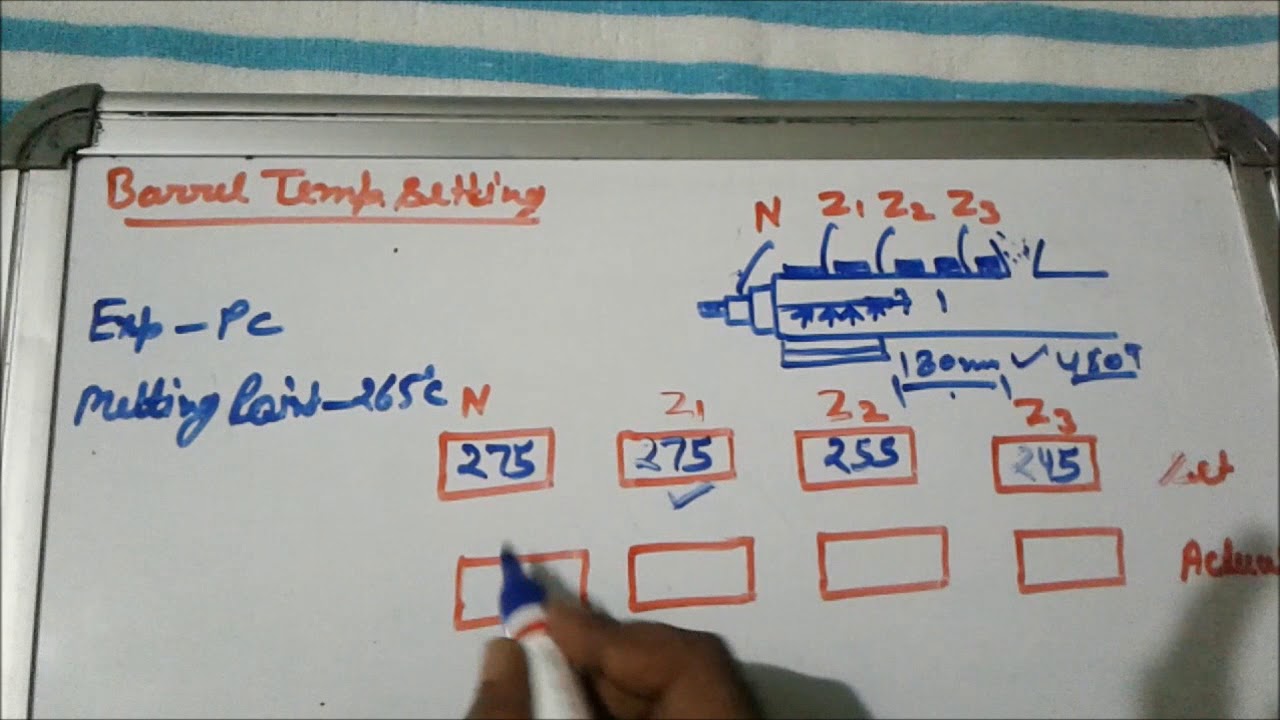
Die Temperatur des Fasses muss so eingestellt werden, dass ein spezifisches Temperaturprofil entsteht.
Einrichten des Temperaturprofils Ihres Fasses
Der Schlüssel zur erfolgreichen PC-Bearbeitung?
Schaffung des richtigen Temperaturgradienten vom Einlauf zur Düse.
Das funktioniert folgendermaßen:
Hintere Zone (Vorschub): 250-270°C
Mittlere Zone: 260-270°C
Vordere Zone: 270-290°C
Düse: 270-290°C
Erkennen Sie das Muster?
Sie wollen einen allmählichen Anstieg von hinten nach vorne. Dadurch wird sichergestellt, dass das Material allmählich schmilzt, ohne sich zu zersetzen.
Profi-Tipp: Messen Sie Ihre tatsächliche Schmelztemperatur
Vertrauen Sie nicht blind auf die Anzeige Ihres Geräts.
Verwenden Sie ein Pyrometer, um die tatsächliche Schmelztemperatur zu überprüfen, indem Sie einen Luftschuss machen. So erfahren Sie, was wirklich mit Ihrem Material passiert.
Warum die Schimmelpilztemperatur ebenso wichtig ist
Etwas, das die meisten Menschen übersehen, ist folgendes:
Die Temperatur der Form ist ebenso wichtig wie die Temperatur des Fasses.
Für PC sollten Sie die Formtemperaturen zwischen 80°C und 120°C (176°F bis 248°F) halten.
Warum so hoch?
PC benötigt erhöhte Werkzeugtemperaturen, um:
- Erzielen einer angemessenen Oberflächengüte
- Minimierung der inneren Belastung
- Gewährleistung der Dimensionsstabilität
- Verzug verhindern
Ich habe schon Teile mit perfekten mechanischen Eigenschaften versagen sehen, nur weil die Form zu kalt war.
Die verborgene Gefahr: Feuchtigkeit
Bevor wir weitermachen, sollten wir über den größten Feind des PCs sprechen:
Wasser.
Polycarbonat ist hygroskopisch. Sie saugt Feuchtigkeit aus der Luft auf wie ein Schwamm.
Und wenn Sie den nassen PC auf Verarbeitungstemperatur bringen?
Man erhält Hydrolyse. Das Material bricht buchstäblich zusammen und verursacht:
- Blasen
- Silberne Schlieren
- Schwache Teile
- Oberflächenfehler
Die Lösung?
Trocknen Sie Ihr Material bei 120°C (248°F) für 4-6 Stunden vor. Halten Sie den Feuchtigkeitsgehalt unter 0,02%.
Keine Ausnahmen.
Klassenspezifische Temperaturrichtlinien
Nicht alle PC-Grade sind gleich.
Unterschiedliche Formulierungen erfordern unterschiedliche Verarbeitungsparameter:
Standard PC-Sorten
- Trommeltemperatur: 280-300°C
- Formtemperatur: 85-95°C
- Am besten geeignet für allgemeine Anwendungen
High-Flow PC
- Trommeltemperatur: 260-280°C
- Temperatur der Form: 80-90°C
- Ideal für dünnwandige Teile
Glasgefüllter PC
- Trommeltemperatur: 290-310°C
- Temperatur der Form: 90-110°C
- Erfordert höhere Temperaturen aufgrund der höheren Viskosität
PC/ABS-Mischungen
- Trommeltemperatur: 240-280°C
- Formtemperatur: 70-100°C
- Niedrigere Verarbeitungstemperatur als bei reinem PC
Überprüfen Sie immer das Datenblatt Ihres Materiallieferanten. Verwenden Sie diese jedoch als Ausgangspunkt.
Der Einfluss der Temperatur auf die Teilequalität
Die Temperatur hat nicht nur Einfluss darauf, ob die Form gefüllt wird.
Das hat Auswirkungen auf alles:
Oberfläche
Höhere Formtemperaturen = besserer Oberflächenglanz. Ich habe gesehen, wie Teile durch eine Erhöhung der Formtemperatur um nur 20 °C von matt zu spiegelglatt geworden sind.
Dimensionsstabilität
Eine ordnungsgemäße Temperaturkontrolle minimiert Schwankungen in der Schrumpfung. Dies ist entscheidend für Präzisionsteile.
Mechanische Eigenschaften
Zu niedrig? Sie erhalten schwache Schweißnähte und schlechte Schlagfestigkeit.
Zu hoch? Materialverschlechterung verringert die Gesamteigenschaften.
Innerer Stress
Das ist der wichtigste Punkt. Falsche Temperaturen erzeugen inneren Stress, der zu:
- Knacken
- Verzug
- Teilausfall im Betrieb
Der Schlüssel liegt darin, ein Gleichgewicht zwischen gutem Flow und minimalem Stress zu finden.
Häufige Probleme im Zusammenhang mit der Temperatur (und wie man sie behebt)
Lassen Sie mich die häufigsten Probleme nennen, die ich sehe:
Silberstreif
Die Ursache: Nässe oder Überhitzung
Reparieren: Material richtig trocknen, Temperatur im Fass senken
Kurze Schüsse
Die Ursache: Temperatur zu niedrig, schlechter Durchfluss
Reparieren: Zylindertemperatur um 10°C erhöhen, Düsentemperatur prüfen
Brandflecken
Die Ursache: Überhöhte Temperatur oder Verweilzeit
Reparieren: Niedrigere Temperaturen, kürzere Zykluszeit
Schlechte Schweißnähte
Die Ursache: Schmelztemperatur an der Fließfront zu niedrig
Reparieren: Erhöhung der Fass- und Formtemperatur
Verzug
Die Ursache: Ungleichmäßige Abkühlung, innere Spannungen
Reparieren: Optimieren Sie die Gleichmäßigkeit der Werkzeugtemperatur
Fortgeschrittene Strategien zur Temperaturkontrolle
Möchten Sie Ihr PC-Molding auf die nächste Stufe bringen?
Probieren Sie diese fortgeschrittenen Techniken aus:
Zonenspezifische Optimierung
Stellen Sie es nicht einfach ein und vergessen Sie es. Nehmen Sie für jede Zone eine Feinabstimmung vor, basierend auf:
- Schraubenkonstruktion
- Materialdurchsatz
- Teilanforderungen
Dynamische Temperaturregelung
Bei einigen Anwendungen ist es von Vorteil, wenn die Werkzeugtemperatur während des Zyklus variiert wird. Dies erfordert spezielle Geräte, kann aber die Qualität der Teile erheblich verbessern.
Überlegungen zu Heißkanälen
Läuft der PC durch Heißkanäle? Halten Sie die Temperaturen 5-10°C höher als Ihre Düse, um ein Einfrieren zu verhindern.
Einrichten Ihres Prozesses: Schritt für Schritt
Hier ist mein bewährtes Verfahren zum Einstellen der PC-Temperaturen:
- Beginnen Sie mit der Materialvorbereitung
- Trocknen des Materials auf <0,02% Feuchtigkeit
- In verschlossenen Behältern aufbewahren
- Anfangstemperaturen einstellen
- Empfehlungen des Herstellers verwenden
- Start konservativ
- Richtig aufwärmen
- 30 Minuten für die Temperaturstabilisierung einplanen
- Reinigungszyklen durchführen
- Testaufnahmen machen
- Füllmuster prüfen
- Messung der tatsächlichen Schmelztemperatur
- Schrittweise optimieren
- Einstellung in 5°C-Schritten
- Änderungen im Dokument
- Qualität der Teile validieren
- Abmessungen prüfen
- Prüfung der mechanischen Eigenschaften
Fehlerbehebung bei Temperaturproblemen
Wenn etwas schief geht (und das wird es), finden Sie hier eine Checkliste zur Fehlerbehebung:
Das Teil füllt sich nicht vollständig?
- Prüfen Sie, ob die Düse nicht eingefroren ist.
- Erhöhung der Fasstemperatur
- Überprüfen der Werkzeugtemperatur
Sehen Sie eine Verschlechterung?
- Temperatur der Fässer senken
- Verweildauer prüfen
- Schrauben und Zylinder reinigen
Inkonsistente Abmessungen?
- Überprüfung der Temperaturstabilität
- Gleichmäßigkeit der Werkzeugtemperatur prüfen
- Überprüfung der Kühlzeit
Ausstattungsüberlegungen zur PC-Verarbeitung
Nicht alle Spritzgießmaschinen für PC sind gleich.
Sie benötigen:
- Präzise Temperaturregelung (±1°C)
- Ausreichende Heizleistung
- Gutes Schraubendesign für PC
- Richtige Instrumentierung
Ältere Geräte haben möglicherweise Probleme. Wenn Sie es mit dem PC ernst meinen, sollten Sie in die richtige Ausrüstung investieren.
Die Wirtschaftlichkeit der Temperaturkontrolle
Hier ist etwas zu bedenken:
Der Betrieb bei optimalen Temperaturen kann mehr Energie verbrauchen (insbesondere bei höheren Werkzeugtemperaturen).
Aber es lohnt sich auch:
- Weniger Ablehnungen
- Bessere Qualität der Teile
- Reduzierte Nachbearbeitung
- Zufriedenere Kunden
Rechnen Sie nach. Qualität zahlt sich aus.
Zukünftige Trends in der PC-Verarbeitung
Auf dem Weg ins Jahr 2025 sehe ich neue Entwicklungen:
- Intelligente Temperaturkontrollsysteme mit AI
- Energieeffizientere Heizmethoden
- Bessere Isolierungstechnologien
- Überwachung der Viskosität in Echtzeit
Bleiben Sie der Zeit voraus.
Wichtigste Erkenntnisse
Fassen wir also das Wesentliche zusammen:
- PC erfordert präzise Temperaturkontrolle für den Erfolg
- Die Trommeltemperaturen liegen in der Regel zwischen 260 und 320 °C.
- Die Temperatur der Form (80-120°C) ist ebenfalls entscheidend.
- Material immer vortrocknen, um Zersetzung zu verhindern
- Verschiedene Sorten benötigen unterschiedliche Temperaturen
- Überwachen und Anpassen auf der Grundlage der Teilequalität
Erinnern Sie sich:
Erfolg mit PC-Spritzgießtemperatur geht es nicht darum, ein Rezept blind zu befolgen. Es geht darum, die Grundsätze zu verstehen und sie an Ihre spezifische Situation anzupassen.
Beginnen Sie mit den Leitlinien, die ich Ihnen mitgeteilt habe. Testen Sie systematisch. Dokumentieren Sie, was funktioniert.
Schon bald werden Sie durchgängig perfekte PC-Teile produzieren.
Das ist die Stärke der Beherrschung der Temperaturregelung beim Polycarbonat-Spritzgießen.