Ein kurzer Schuss ist einer der häufigsten Fehler beim Spritzgießen. Er tritt auf, wenn der geschmolzene Kunststoff den Formhohlraum während des Einspritzvorgangs nicht vollständig ausfüllt. Das Ergebnis ist ein unvollständiges Teil mit Fehlern wie Löchern, Einfallstellen oder dünnen Bereichen.
Für jeden, der mit dem Spritzgießen zu tun hat, ist es von entscheidender Bedeutung, die Ursachen für kurze Schüsse zu kennen und zu wissen, wie sie vermieden werden können - egal, ob Sie die Maschinen bedienen oder die Formen konstruieren. Lesen Sie weiter, als Fachmann Hersteller von Kunststoff-SpritzgussteilenIn diesem Artikel gehe ich auf dieses häufige Problem in der Spritzgießindustrie ein.
Was genau ist ein Short Shot?
Definieren wir zunächst einmal genau, was ein Kurzschuss beim Spritzgießen ist:
Von einem Kurzschuss spricht man, wenn das geschmolzene Kunststoffmaterial den Formhohlraum nicht vollständig ausfüllt, so dass Teile des Formteils unvollständig bleiben, oft am weitesten vom Anschnitt entfernt.
Dadurch erhält das Kunststoffteil unbeabsichtigte Hohlräume oder Löcher und es entstehen kosmetische und funktionelle Mängel, die es unbrauchbar machen.
Wie Sie auf dem Bild unten sehen können, hat der unvollständige Fluss des Kunststoffmaterials einen großen Abschnitt des Teils unvollendet gelassen, was es eindeutig als Kurzschuss kennzeichnet:
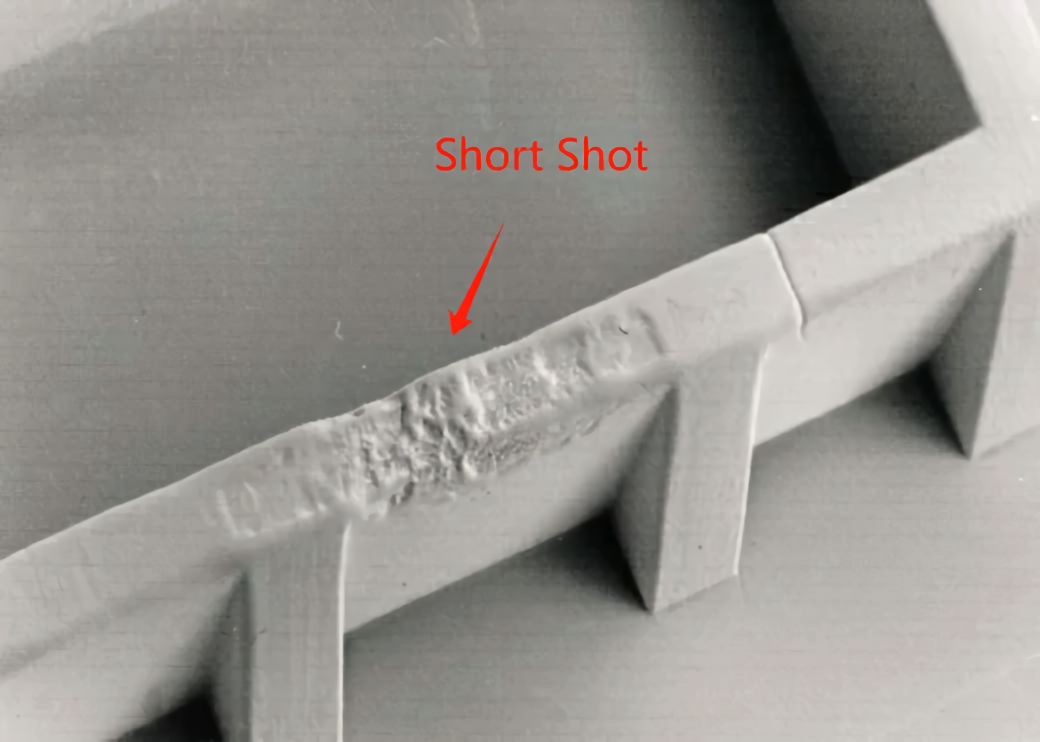
Der Hauptindikator für einen kurzen Schuss ist der nicht ausgefüllte Abschnitt. Aber auch andere Anzeichen können helfen, das Problem zu erkennen, wie z. B.:
- Sichtbare Einfallstellen, Verzug oder Risse
- Ungleichmäßige Wandstärke
- Mängel bei der Überstundenleistung oder der vorgesehenen Funktionalität
Was sind die Ursachen für kurze Schüsse beim Spritzgießen?
Nachdem Sie nun wissen, wie man einen Kurzschuss erkennt, wollen wir uns nun ansehen, was die Ursache für diesen häufigen Spritzgießfehler ist:
Unzureichender Einspritzdruck
Eine der häufigsten Ursachen für zu kurze Schüsse ist, dass der Einspritzdruck nicht ausreicht, um die Form zu füllen. Gründe hierfür sind unter anderem:
- Maschinenkapazität zu gering
- Druckverluste durch lange Läuferlängen
- Kleinere Düsenöffnung, die den Durchfluss einschränkt
Um dies zu beheben, muss zunächst sichergestellt werden, dass die Spritzgießmaschine über eine ausreichende Schließkapazität für das jeweilige Werkzeug verfügt. Die Verwendung einer größeren Düsenöffnung hilft ebenfalls, restriktive Druckverluste zu überwinden.
Vorzeitiges Einfrieren
Wenn der geschmolzene Kunststoff in die Form fließt, beginnt der Kunststoff in der Nähe der Formwände zu erstarren. Diese gefrorene Schicht wird immer dicker, je mehr Material eingefüllt wird, und blockiert schließlich den Fluss, wenn sie zu dick wird.
Unzureichende Temperaturen und unsachgemäße Abkühlung führen zu einer vorzeitigen Erstarrung.
Ungleiche Wanddicke
Wenn das Teil aus dicken und dünnen Abschnitten besteht, erstarren die dünnen Bereiche oft, bevor sich die dicken Bereiche vollständig füllen. Dieses Ungleichgewicht behindert das Fließen des Kunststoffs und verursacht kurze Schüsse.
Ordnungsgemäße Kühlung der Form und Verwendung wärmeleitender Materialien wie Aluminium oder Kupfer in diesen Bereichen kann ein vorzeitiges Erstarren verhindern.
Unsachgemäße Entlüftung
Eingeschlossene Luft verursacht einen Widerstand gegen die fortschreitende Kunststoffschmelze. Wenn diese Luft nicht entweichen kann, kann dies zu kurzen Schüssen führen.
Am Ende der Füllstellen müssen Entlüftungsöffnungen angebracht werden, damit die Luft entweichen kann.
Probleme mit dem Standort und der Größe der Tore
Ein außermittiger Anschnitt erschwert das Befüllen des äußersten Endes der Form. Kleine Anschnitte schränken auch den Materialfluss ein und erhöhen die Wahrscheinlichkeit von Kurzschüssen.
Richtig platzierte und bemessene Anschnitte gewährleisten eine gleichmäßige Befüllung ohne vorzeitige Verfestigung.
Materialfluss-Eigenschaften
Kunstharze mit höherer Viskosität fließen langsam und können sich verfestigen, bevor sie vollständig gefüllt sind. Auch Schwankungen im Feuchtigkeitsgehalt und in der Zusammensetzung wirken sich auf das Fließen aus.
Die Wahl von Materialien mit niedriger Viskosität, die für komplizierte Formen geeignet sind, verhindert kurze Schüsse. Die richtige Handhabung und Trocknung von Kunststoffharzen verbessert ebenfalls die Fließfähigkeit.
Wie man kurze Schüsse vermeidet
Da Sie nun die häufigsten Ursachen für Kurzschussfehler kennen, finden Sie hier einige Möglichkeiten, diese in Ihrer Spritzgussproduktion zu vermeiden:
Einspritzdruck erhöhen
Eine Erhöhung des Einspritzdrucks verleiht dem Material den nötigen Schwung, um komplizierte und komplexe Hohlräume zu füllen. Achten Sie jedoch darauf, dass Sie die Kapazität des Werkzeugs oder der Maschine nicht überschreiten.
Optimierung der Prozesstemperaturen
Höhere Zylinder- und Formtemperaturen halten den Kunststoff länger geschmolzen und verringern so Erstarrungsprobleme. Überschreiten Sie jedoch nicht die Materialgrenzen.
Verbesserung der Belüftung
Fügt an problematischen Stellen Entlüftungsöffnungen hinzu, damit eingeschlossene Luft reibungslos entweichen kann, ohne den Kunststofffluss zu behindern.
Berücksichtigung von Materialflusseigenschaften
Berücksichtigen Sie bei der Materialauswahl die Viskosität des Harzes sowie die Anforderungen an Trocknung und Lagerung, um Fließunregelmäßigkeiten zu vermeiden.
Design für Herstellbarkeit
Vereinfachen Sie Geometrien. Wandstärken ausgleichen. Berücksichtigen Sie die Lage und Größe von Anschnitten. Simulationssoftware hilft bei der virtuellen Analyse von Problembereichen.
Fehlerbehebung bei kurzen Schüssen
Trotz der besten Präventionsversuche kommt es aufgrund der stochastischen Natur des Spritzgießprozesses immer wieder zu Kurzschlüssen. Mit einigen Methoden lassen sich jedoch Probleme mit kurzen Schüssen schnell beheben:
Short Shot-Tests
Absichtlich kurze Schüsse erzeugen, indem der Packungsdruck ausgeschaltet wird. Analysieren Sie Proben, um Problemstellen und wahrscheinliche Ursachen zu identifizieren.
Prozessüberwachung
Verfolgen Sie Füllzeit, Einspritzgeschwindigkeit/-druck und Temperaturprofile in Echtzeit. Datentrends zeigen Abweichungen vom optimalen Prozess an.
Simulationssoftware
Virtuelles Simulieren von Füllmustern unter verschiedenen Verarbeitungsbedingungen. Optimieren Sie den Prozess auf der Grundlage von Vorhersagen.
Das Erkennen und Beheben von Short Shot Defekten erfordert ein Verständnis der Ursachen, Vorbeugungsmethoden und Techniken zur Fehlerbehebung. Die Beherrschung dieser Konzepte ist der Schlüssel zur effizienten Herstellung hochwertiger, vollständig geformter Kunststoff-Spritzgussteile.
Damit ist dieser Leitfaden darüber abgeschlossen, was Short Shots beim Spritzgießen bedeuten, welche Ursachen sie haben und wie man sie durch geeignete Präventions- und Fehlerbehebungsmaßnahmen bekämpfen kann. Lassen Sie es mich in den Kommentaren wissen, wenn Sie weitere Tipps für den Umgang mit kurzen Schüssen in Ihrem Spritzgießbetrieb haben!