Gratbildung ist einer der frustrierendsten Fehler beim Spritzgießen. Diese dünne Kunststoffschicht entlang der Trennfuge Ihrer Spritzgussteile sieht nicht nur unschön aus, sondern kann auch zu kostspieligen Nachbearbeitungen führen.
Wie kommt es also überhaupt zu einem Flash? Und, noch wichtiger, wie kann man es verhindern, dass es passiert?
In diesem vollständigen Leitfaden zur Fehlersuche finden Sie als Profi Hersteller von Kunststoff-SpritzgussteilenIn diesem Artikel gehe ich auf die wichtigsten Ursachen für Gratbildung beim Spritzgießen ein. Außerdem gebe ich Ihnen praktische Tipps, wie Sie diesen Fehler in Ihrem Fertigungsprozess beseitigen können.
Was ist Flash beim Spritzgießen?
Bevor wir uns mit den Ursachen befassen, sollten wir uns vergewissern, dass wir uns darüber einig sind, was ein Spritzgussgrat eigentlich ist.
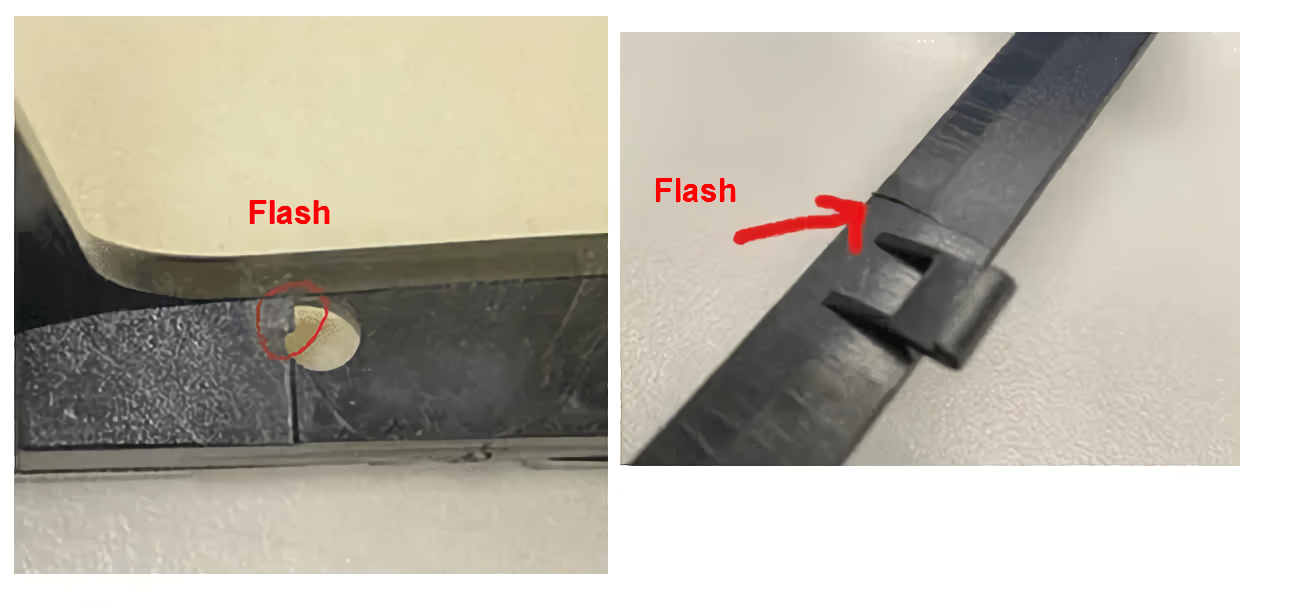
Flash bezeichnet eine dünne Schicht oder "Flosse" aus Kunststoff, die während des Spritzgießprozesses aus dem Formhohlraum austritt. Er sieht aus wie eine kleine Lasche oder ein Streifen überschüssigen Kunststoffs entlang der Trennlinie Ihres gegossenen Bauteils.
Manchmal sieht man auch Grate um Auswerferstifte, Schieber oder Entlüftungen. Aber im Allgemeinen ist die Trennfuge der Form der Bereich, in dem der Grat am häufigsten auftritt.
Flash tritt auf, wenn der Druck während der Einspritz- oder Verpackungsphase die Fähigkeit der Form übersteigt, vollständig geschlossen zu bleiben. Wir werden gleich mehr über diese spezifischen Ursachen sprechen.
Da Sie nun wissen, wie ein Blitz aussieht, sollten wir die Ursachen aufdecken.
Was verursacht Grate beim Spritzgießen?
Es gibt mehrere mögliche Ursachen für Grate in Spritzgussteilen:
- Unstimmigkeiten bei Trennlinien
- Unsachgemäße Entlüftung
- Niedriger Spanndruck
- Niedrige Materialviskosität
- Ungleichmäßige Füllung
- Umverpacken
Im Folgenden werde ich jede dieser häufigen Ursachen für das Blinken aufschlüsseln.
Trennlinien-Fehlanpassungen
Die Trennebene ist die Stelle, an der sich die beiden Hälften einer Spritzgussform treffen und abdichten. Unstimmigkeiten an der Trennlinie treten auf, wenn irgendwo entlang dieser Fläche Lücken oder Öffnungen vorhanden sind.
Während des Einspritzens bilden sich Grate, wenn geschmolzener Kunststoff durch diese kleinen Lücken in den Trennelementdichtungen entweicht.
Wie kommt es überhaupt dazu, dass die Trennlinien nicht übereinstimmen? Hier sind ein paar häufige Schuldige:
- Kontamination: Staub, Schmutz, Öl und Rückstände können eine ordnungsgemäße Abdichtung entlang der Trennfuge verhindern.
- Abgenutzte Form: Nach Tausenden von Zyklen können sich die Formhälften durch Verschleiß verformen, was zu Lücken führen kann.
- Komplexe Teilegeometrien: Komplizierte Teileformen üben einen zusätzlichen Druck aus, der zu subtilen Öffnungen führen kann.
Unsachgemäße Entlüftung
Entlüftungen ermöglichen das Entweichen eingeschlossener Luft aus dem Formhohlraum während des Einspritzens. Ohne eine ordnungsgemäße Entlüftung kann der Luftdruck in der Kavität geschmolzenen Kunststoff durch winzige Lücken in den Dichtungen drücken.
Wenn Ihre Formen keine angemessenen Entlüftungsöffnungen um den Hohlraum herum haben, ist es viel wahrscheinlicher, dass Abplatzungen auftreten.
Niedriger Anpressdruck
Der Schließdruck bezieht sich auf die Kraft, die aufgebracht wird, um die Form während des Einspritzens und Verpackens dicht zu halten. Wenn der Schließdruck dem Materialdruck innerhalb der Kavität nicht standhalten kann, bildet sich ein Grat.
Dies geschieht in der Regel, wenn die Einspritzgeschwindigkeit, der Druck oder die Temperatur im Verhältnis zur verfügbaren Schließkraft zu hoch ist.
Niedrige Materialviskosität
Die Viskosität bezieht sich auf die Dicke und die Fließeigenschaften des geschmolzenen Kunststoffs. Niedriger Viskosität Materialien fließen leichter durch enge Öffnungen.
Übermäßige Hitze in der Düse/im Zylinder, Feuchtigkeit oder Schmiermittel können zu einem Absinken der Viskosität beitragen. Und wenn die Viskosität zu niedrig wird, steigt die Wahrscheinlichkeit, dass es zu einem Abbrand kommt.
Ungleichmäßige Füllung
Wenn sich der Formhohlraum nicht gleichmäßig füllt, kann es zu einem unausgewogenen Packungsdruck kommen. Fließleiter helfen, die Materialfront zu lenken, aber auch falsch platzierte Anschnitte und Angüsse führen zu einem ungleichmäßigen Fluss.
Wenn sich der Druck im Hohlraum aufbaut, bilden sich Blitze, da der Kunststoff durch alle verfügbaren Öffnungen entweicht.
Umverpacken
Selbst bei ordnungsgemäßer Befüllung können Probleme auftreten, wenn zu viel Material in die Form gepackt wird. Diese örtlich begrenzte Überfüllung führt zu Gratbildung, da das überschüssige Material Wege zum Entweichen findet.
Anschnittdesign, Platzierung der Angusskanäle, Einspritzgeschwindigkeit/-druck und Haltezeiten wirken sich alle auf die Gleichmäßigkeit der Verpackung aus.
Wie man Gratbildung beim Spritzgießen vermeidet
Nachdem wir nun die Hauptursachen behandelt haben, wollen wir nun über die Vorbeugung sprechen. Hier sind sechs Tipps zur Vermeidung von Graten in Ihren Spritzgussteilen:
1. Richtiges Design der Form
Präzise Formkomponenten und hochwertige Oberflächenbehandlungen tragen wesentlich zur Vermeidung von Graten bei. Dazu gehören die richtige Platzierung von Entlüftungsöffnungen, großzügige Radiuskanten und der Verzicht auf unnötige Schieber, Züge und komplexe Absperrungen.
2. Strenge Wartung der Formen
Im Laufe der Zeit kann der Verschleiß zu kleinen Öffnungen führen, in denen sich Grate bilden können. Die Einhaltung präventiver Wartungspläne trägt zur Erhaltung der Formgeometrie bei. Dazu gehören regelmäßiges Überprüfen, Polieren, Inspektionen und, wenn nötig, ein Austausch.
3. Angemessene Klammertonnage
Bestimmen Sie die erforderliche Tonnage, um die Form dicht zu halten und Öffnungen für Grate zu vermeiden. Eine Überdimensionierung der Pressen führt zu schnellerem Verschleiß, während eine Unterdimensionierung der Klammern direkt zu Gratbildung führt.
4. Optimierte Prozesseinstellungen
Wenn Sie sich an die Empfehlungen des Harzlieferanten für Füllrate, Einspritzgeschwindigkeit/-druck und Zylindertemperaturen halten, haben Sie einen guten Ausgangspunkt. Weitere Anpassungen helfen jedoch, Ihre spezifische Werkzeug- und Maschinendynamik zu berücksichtigen.
5. Formstabilität
Durch die Wahl von Materialien mit einem angemessenen Maß an Dimensionsstabilität wird eine Schrumpfung nach dem Spritzguss vermieden, die bestehende Gratdefekte verschlimmern kann.
6. Abmessungstoleranz
Es mag zwar unbedeutend erscheinen, aber ein etwas größerer Spalt an der Trennfuge ermöglicht eine bessere Abdichtung gegen möglichen Grat. Achten Sie einfach darauf, dass Sie diese erweiterten Toleranzbereiche bei Ihrer gesamten Montage berücksichtigen.
Eliminieren von Flashing und Verbessern des Spritzgießens
Das war's - ein vollständiger Leitfaden zu den Ursachen, der Vorbeugung und der Behebung von Spritzgießfehlern.
Die Materialkunde hinter diesem Prozess ist zugegebenermaßen komplex. Aber denken Sie daran, dass der Grat letztlich darauf hinausläuft, dass der Druck im Inneren des Hohlraums höher ist als das, was die Form aushalten kann.
Richten Sie Ihre Werkzeugkonstruktion, Ihre Maschinenkapazitäten, Ihre Prozesseinstellungen und Ihre Materialauswahl so aus, dass diese Druckungleichgewichte vermieden werden. Auf diese Weise können Sie Flachstellen vermeiden und gleichzeitig Qualität, Zykluszeiten und Kosten verbessern.
Wie immer hoffe ich, dass dieser Leitfaden Ihnen die nötigen Erkenntnisse liefert, um Ihre Produktionsabläufe zu verbessern. Lassen Sie mich in den Kommentaren wissen, wenn Sie weitere Fragen haben!