Was ist Flash beim Spritzgießen?
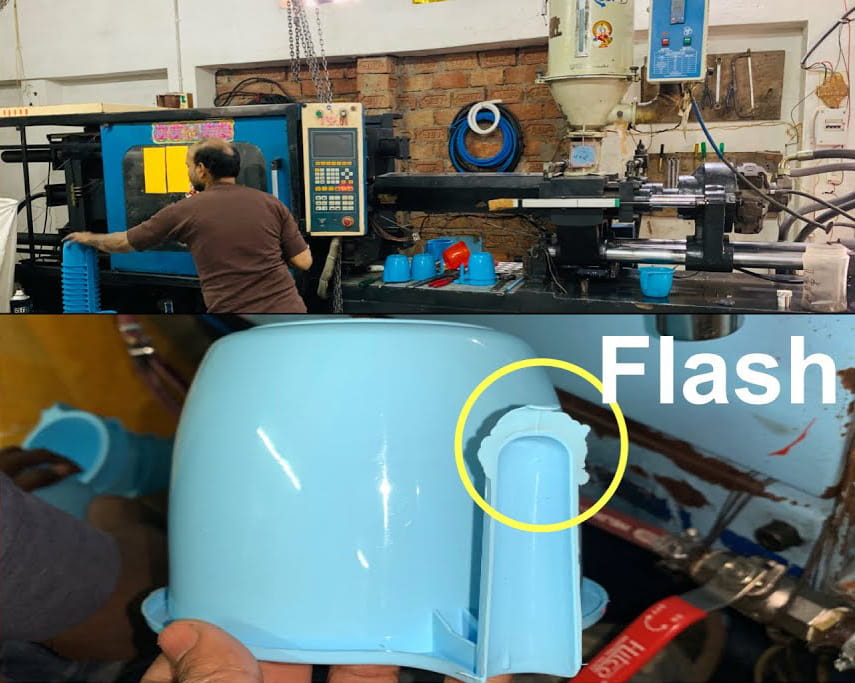
Was ist Grat beim Spritzgießen? Nun, der Begriff "Grat" bezieht sich auf überschüssigen Kunststoff, der während des Spritzgussverfahrens aus dem Formhohlraum austritt. Dabei bleiben dünne "Lappen" aus Kunststoff am fertigen Teil haften.
Obwohl eine geringe Menge an Graten üblich ist, kann eine zu große Menge das Aussehen, die Textur und die Montage von Spritzgussteilen negativ beeinflussen.
In diesem vollständigen Leitfaden finden Sie als professioneller Kunststoff SpritzgießherstellerIch werde alles, was Sie über Flash wissen müssen, behandeln, einschließlich:
- Häufige Ursachen für Blitzdefekte
- Lösungen zur Minimierung von Blitzlicht
- Bewährte Praktiken für den Umgang mit Blitzlicht
Lasst uns eintauchen!
Was verursacht Grate beim Spritzgießen?
Flash tritt auf, wenn geschmolzener Kunststoff aus dem Formhohlraum austritt, in dem das Teil geformt wird. Es gibt verschiedene Möglichkeiten, wie dies geschehen kann:
1. Fehlausrichtung der Trennfuge
Die Trennebene ist die Stelle, an der die beiden Hälften einer Spritzgussform aufeinandertreffen. Wenn es entlang dieser Linie Lücken oder Fehlausrichtungen gibt, kann Kunststoff austreten und Grate verursachen.
Probleme wie verschlissene Formwerkzeuge, Ablagerungen und unsachgemäße Schließkraft können zu Leckagen in der Trennebene beitragen.
2. Unzureichende Entlüftung
Entlüftungsöffnungen ermöglichen das Entweichen von Luft aus dem Formhohlraum während des Füllens. Ohne ordnungsgemäße Entlüftung werden Lufteinschlüsse komprimiert und können Kunststoff durch winzige Lücken im Werkzeug drücken.
3. Niedriger Klemmdruck
Der Schließdruck hält die Form gegen den hohen Einspritzdruck sicher geschlossen. Wenn er zu niedrig ist, kann der Einspritzdruck dazu führen, dass sich die Form leicht öffnet und sich ein Grat bildet.
4. Unausgeglichener Fluss
Wenn der geschmolzene Kunststoff den Formhohlraum nicht gleichmäßig ausfüllt, können Teile frühzeitig erstarren, während sich andere Bereiche noch füllen. Dies kann dazu führen, dass Luft eingeschlossen wird oder das Material durch die letzte Öffnung "spritzt", was einen Grat verursacht.
5. Material mit niedriger Viskosität
Niedrig Viskosität Kunststoffmaterialien fließen leichter und können leichter durch kleine Trennfugen oder Entlüftungsöffnungen entweichen.
Flash minimieren
Ein gewisser Grat ist zwar oft unvermeidlich, aber es gibt Möglichkeiten, ihn durch eine geeignete Werkzeugkonstruktion und optimierte Prozesseinstellungen zu reduzieren:
✔ Präzise Formausrichtung
Entscheidend ist, dass die Trennlinien richtig ausgerichtet sind und dicht abschließen. Etwaige Lücken sollten erkannt und behoben werden.
✔ Ausreichende Belüftung
Fügen Sie Entlüftungsöffnungen hinzu, um eingeschlossene Luft abzulassen und den Druck im Hohlraum während des Füllens auszugleichen.
✔ Optimale Klemmkraft
Der Schließdruck sollte die Form abdichten, ohne dass die Kraft Lücken öffnet.
✔ Ausgewogene Füllung
Stellen Sie sicher, dass der Kunststoff gleichmäßig in alle Bereiche der Kavität fließt, indem Sie die Einspritzgeschwindigkeit, den Druck und die Temperatur anpassen.
✔ Materialviskosität
Erhöhen Sie die Viskosität, damit das Material nicht so leicht durch kleine Öffnungen sickern kann.
Bewährte Praktiken für den Umgang mit Flash
Obwohl es ideal ist, den Grat durch optimierte Werkzeuge und Verarbeitung zu minimieren, wird wahrscheinlich etwas überschüssiger Kunststoff zurückbleiben. Hier erfahren Sie, wie Sie den Grat richtig behandeln:
✔ Blitzlicht in unauffälligen Bereichen platzieren
Wenn Grate unvermeidbar sind, sollten Sie sicherstellen, dass die Trennfuge und die Entlüftungsöffnungen dort platziert werden, wo die Grate die geringsten optischen oder funktionalen Auswirkungen haben.
✔ Blitzlicht sofort entfernen
Verwenden Sie Entgratungsmethoden wie Strahlen, kryogenes Einfrieren oder manuelles Entgraten. Achten Sie darauf, das Teil nicht zu beschädigen.
✔ Konsequentes Verwalten von Flash
Stellen Sie sicher, dass alle Teile gleichmäßig entgratet werden. Eine ungleichmäßige Gratentfernung kann zu variablen Teileabmessungen oder -ästhetik führen.
✔ Regelmäßig Schimmelpilze pflegen
Reinigen und inspizieren Sie die Formen und stellen Sie die Dichtheit der Absperrungen und Entlüftungskanäle wieder her, um die Gratbildung im Laufe der Zeit zu verringern.
Zusammenfassung
Zusammenfassend lässt sich sagen, dass überschüssiges Material während des Spritzgießens aus der Kavität entweicht, in der Regel aufgrund von Problemen mit der Werkzeugausrichtung, der Entlüftung, der Schließung, dem Fluss oder der Viskosität.
Auch wenn es schwierig ist, den Grat ohne sehr teure Präzisionswerkzeuge vollständig zu beseitigen, können Hersteller bewährte Verfahren für die Inspektion, Verarbeitung und Entgratung anwenden, um den Grat unter Kontrolle zu halten und sicherzustellen, dass er nur minimale Auswirkungen auf ihre Spritzgussteile hat.
Ich hoffe, dieser Leitfaden gibt Ihnen einen hilfreichen Überblick über den Kunststoffspritzguss-Blitz - lassen Sie mich in den Kommentaren wissen, wenn Sie weitere Fragen haben!