Jetting ist ein häufiger Fehler, der während des Spritzgießprozesses auftreten kann und zu unerwünschten Wellen, Riffeln oder Schlieren auf der Oberfläche von Kunststoffteilen führt. In diesem vollständigen Leitfaden werden Sie als Fachmann Hersteller von Kunststoff-SpritzgussteilenIn diesem Kapitel erfahren Sie alles, was Sie über das Abspritzen beim Spritzgießen wissen müssen, einschließlich der Ursachen, der Vorbeugung und der Fehlerbehebung.
Was ist Jetting beim Spritzgießen?
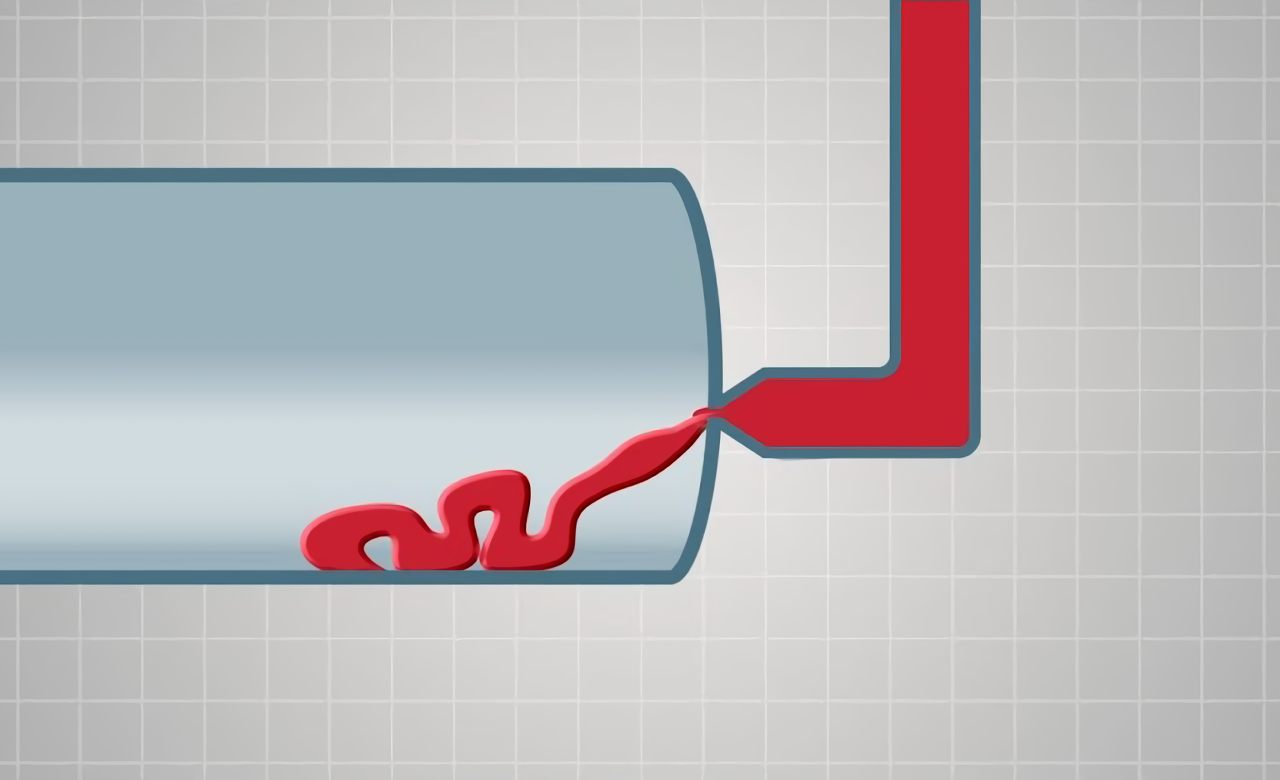
Das Strahlen beim Spritzgießen ist ein Turbulenzphänomen, das auftritt, wenn der anfängliche Strom geschmolzenen Kunststoffs mit hoher Geschwindigkeit in den Formhohlraum eintritt, ohne sofort an den Formwänden zu haften. Dies führt dazu, dass das Material in den offenen Raum "spritzt" und sichtbare Wellen oder Schlieren auf der Oberfläche des Bauteils entstehen, die schlangen- oder wurmartigen Mustern ähneln.
Jetting entsteht, wenn das Material zu schnell aus einem verengten Anguss, einer Düse, einem Angusskanal usw. in einen größeren Hohlraum fließt. Da das schnell fließende Polymer den Hohlraum nicht gleichmäßig ausfüllt, entstehen durch den turbulenten Fluss sichtbare Oberflächendefekte auf den Formteilen in Form von verschnörkelten Linien oder Wellen.
Außerdem beginnt der gespritzte Kunststoff abzukühlen und auszuhärten, bevor sich der Rest des Hohlraums füllt. Daher bleibt das Wellenmuster auch nach dem Aushärten des Teils bestehen und führt zu einer ungleichmäßigen Oberfläche, Geisterlinien oder sichtbaren Verzerrungen an den fertigen Formteilen.
Was ist die Ursache für das Jetten beim Spritzgießen?
Es gibt mehrere potenzielle Faktoren, die zu Spritzgussfehlern während des Spritzgießprozesses beitragen können:
1. Hohe Einspritz- oder Staudruckgeschwindigkeit
Übermäßige Einspritzgeschwindigkeit oder die Geschwindigkeit des Stößels ist oft die Hauptursache für Probleme beim Spritzen. Eine zu hohe Geschwindigkeit durch enge Anschnitte oder Öffnungen verursacht das Scher- und Sprühverhalten.
2. Unsachgemäßes Gate-Design
Geringe Anschnittdicke im Verhältnis zur Wandstärke des Teils sorgt nicht für ausreichenden Gegendruck. Große Anschnitte, die schlecht platziert sind, ermöglichen einen ungehinderten Kunststofffluss. Bei beiden Szenarien besteht die Gefahr des Abspritzens.
3. Material mit niedriger Viskosität
Dünnes, frei fließendes Material neigt beim Fließen in die Kavität eher zum Spritzen als Polymere mit höherer Viskosität.
4. Niedriger Werkzeuginnendruck
Ein unzureichender Werkzeuginnendruck führt dazu, dass die Vorderkante des Materialflusses von den Kanten weggezogen wird, anstatt die Form des Teils auszufüllen.
5. Vorzeitiges Einfrieren
Kältere Werkzeugtemperaturen können dazu führen, dass der Schmelzfluss zu früh erstarrt und das Material die Kavität nicht vollständig ausfüllt.
Wie verhindert man das Spritzen bei Spritzgussteilen?
Hier finden Sie einige Methoden zur Vermeidung von Spritzgussfehlern bei Spritzgussteilen:
- Optimierung der Torgestaltung - Verwendung von Fächertoren, Unterwassertoren
- Strategische Platzierung der Tore - in der Nähe von Hohlraumwänden
- Mehrstufige Steuerung der Einspritzgeschwindigkeit
- Geringere Gesamteinspritzgeschwindigkeit
- Nachdruckeinstellungen erhöhen
- Höhere Werkzeug- und Schmelztemperaturen
- Verwendung von Materialien mit höherer Viskosität
Fehlersuche beim Spritzen von Kunststoffteilen
Fehlerbehebung bei Spritzgussteilen:
- Prüfen von gegossenen Bauteilen auf Oberflächenfehler
- Überprüfung der Prozessdaten - Einspritzgeschwindigkeiten, Drücke, Temperaturen
- Optimieren Sie Größe, Position und Geometrie der Gatter
- Kühlzeiten, Form- und Schmelztemperatur anpassen
- Versuchen Sie niedrigere Einspritzgeschwindigkeiten
- Wechsel zu höherer Viskosität Harz Klasse
- Upgrade der Anschnitteinsätze, Entlüftung
- Simulationssoftware zur Visualisierung der Strömung
Proaktive Prozessüberwachung, optimiertes Werkzeugdesign und wachsame Parameteranpassung sind der Schlüssel zur Vermeidung und Behebung von Spritzgießfehlern bei Spritzgießvorgängen. Wenn es dennoch zu Problemen kommt, hilft die Anwendung strukturierter Methoden zur Fehlerbehebung, um die Teile schnell wieder in Ordnung zu bringen.
Zu beachtende Dinge über Jetting
Ein paar zusätzliche Hinweise zu Spritzgussfehlern bei spritzgegossenen Kunststoffteilen:
Das Einspritzen beeinträchtigt die Qualität der Teile: Auch wenn es sich manchmal nur um einen Oberflächenfehler handelt, kann das Abspritzen auch die Festigkeit und Funktion beeinträchtigen.
Mehrere Grundursachen: Es gibt keinen einzelnen Faktor, der das Abspritzen definitiv verursacht; in der Regel ist es ein Zusammentreffen von Verarbeitungsbedingungen
Erscheint ständig: Strahlenlinien treten typischerweise in denselben Bereichen von gleichmäßig geformten Bauteilen auf
Simulationssoftware hilft dabei: Die Analyse des theoretischen Materialflusses mittels wissenschaftlicher Formgebungstechnologie verhindert reale Fehler
Details der Form sind wichtig: Lage/Tiefe der Entlüftung, Entlüftungswinkel, Oberflächenbeschaffenheit - kleine Details der Werkzeuge beeinflussen die Wahrscheinlichkeit des Strahlens
Prozessverbesserungen erforderlich: Verschärfte Parameterfenster erforderlich, um Jetting zu mildern; erfordert Zeit, Geschick und Sorgfalt
Materialauswahl falsch/richtig: Gelegentlich wird durch den Wechsel zu einer anderen Harzsorte die Tendenz zum Jetten radikal reduziert.
Zusammenfassende Darstellung des Spritzgießens beim Spritzgießen
Die Fluiddynamik des Spritzgießprozesses ist zwar unglaublich schnell und steht unter hohem Druck, ist aber auch extrem empfindlich. Faktoren wie Ungleichgewichte in der Füllung, Geschwindigkeitsunterschiede und Viskositätsverhältnisse, die unbedeutend erscheinen, können zu erheblichen Mängeln am Endprodukt führen, wie z. B. Spritzwasser.
Wenn man sich jedoch die Zeit nimmt, um zu erfahren, was beim Spritzgießen spritzt, können Verfahrenstechniker Anschnittkonfigurationen, Einspritzprofile, Materialrheologien und Werkzeugoberflächenbeschaffenheiten optimieren, um glattere, laminare Fließfronten in den Kavitäten zu fördern. Durch die Beibehaltung strengerer Prozesskontrollen werden dann zuverlässig fehlerfreie Kunststoffteile produziert.
Die Beseitigung von sichtbaren, aber oft subtilen Spritzgussfehlern stellt selbst erfahrene Spritzgießer vor erhebliche Herausforderungen. Zum Glück hilft die Befolgung wissenschaftlicher Formgebungsprinzipien sowohl bei der Verfeinerung der Verarbeitung als auch bei der Bauteilprüfung den Kunststoffherstellern, ihre Qualitätsziele aufrechtzuerhalten und langfristig Kosten- und Effizienzvorteile beim Spritzgießen zu erzielen.
Das Strahlen beim Spritzgießen ist ein Hindernis, das Spritzgießer und Teiledesigner durch Zusammenarbeit, Teamwork bei der Fehlersuche und kontinuierliche Verbesserungstests überwinden können.