Die Plastifizierung ist ein entscheidender Schritt im Spritzgießprozess, bei dem das Kunststoffharz für die Formgebung vorbereitet wird, indem es von einem festen in einen geschmolzenen Zustand überführt wird. In diesem umfassenden Leitfaden werden Sie als Fachmann Hersteller von Kunststoff-SpritzgussteilenIn diesem Kapitel erfahren Sie, was Plastifizierung genau bedeutet und warum sie für die Herstellung hochwertiger Spritzgussteile so wichtig ist.
Was ist Plastifizieren beim Spritzgießen?
Unter Plastifizieren versteht man das Schmelzen von Kunststoffgranulat und das Mischen, bis es zu einer homogenen, geschmolzenen Flüssigkeit wird, die in eine Form gespritzt werden kann. Es ist einer der ersten Schritte beim Spritzgießen und findet statt, bevor der Kunststoff in den Formhohlraum gelangt.
Eine ordnungsgemäße Plastifizierung ist für die Herstellung stabiler, gleichmäßiger Teile mit guter Oberflächenbeschaffenheit unerlässlich. Wenn der Kunststoff nicht gründlich geschmolzen und gemischt wird, kann dies zu optischen Mängeln, strukturellen Schwächen und Unstimmigkeiten zwischen den Teilen führen.
Beim Plastifizieren wird das Kunststoffgranulat in einen beheizten Zylinder gefüllt und von einer Schnecke gedreht. Die mechanische Reibung und die externe Wärme schmelzen den Kunststoff, während die Schneckenmischung für gleichmäßige Temperaturen und Viskosität sorgt. Nach der Plastifizierung kann der geschmolzene Kunststoff mit kontrollierter Geschwindigkeit und Druck eingespritzt werden, um den Formhohlraum zu füllen.
Warum ist Plastifizierung wichtig?
Kunststoff, der nicht gründlich plastifiziert wird, kann die komplizierten Details einer Spritzgussform nicht ausfüllen, was die Qualität der Teile beeinträchtigt. Hier sind einige der Hauptgründe, warum die Plastifizierung ein kritischer Schritt ist:
- Sorgt für richtiges Schmelzen und Mischen der Polymerketten
- Erzielt eine einheitliche Temperatur und Viskosität
- Ermöglicht vollständige Formfüllung ohne Hindernisse
- Ermöglicht die für die Funktion des Teils erforderliche Festigkeit und Flexibilität
- Sorgt für eine glatte Oberfläche ohne optische Mängel
Kurz gesagt, eine umfassende Plastifizierung beseitigt Probleme, die andernfalls das kosmetische Erscheinungsbild und die mechanische Leistung von Spritzgussteilen beeinträchtigen würden.
Wie funktioniert der Plastifizierungsprozess?
Die Plastifizierung erfolgt im Inneren der Spritzgießmaschine beheizte Trommel durch die kombinierte Wirkung von:
- Reibungswärme: Erzeugt durch die Scherkräfte der rotierenden Schraube.
- Externe Wärme: Hinzufügen von Temperaturkontrollen durch das Fass.
- Mischen: Wird durch die Schneckengeometrie bereitgestellt.
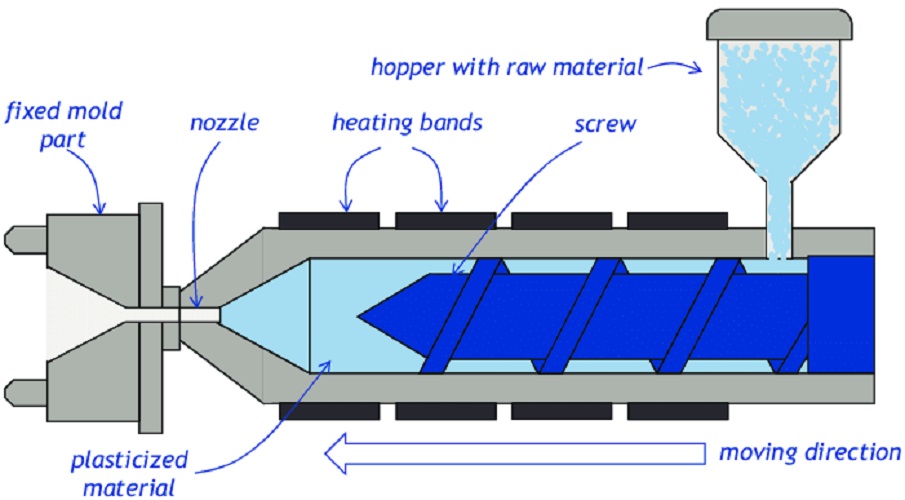
Wenn das Kunststoffgranulat aus dem Trichter in den Zylinder gelangt, trifft es auf drei verschiedene Zonen, die jeweils das Schmelzen, Mischen und die Schmelzeansammlung erleichtern:
1. Futtermittelbereich
Die Pellets werden in den Zylinder eingefüllt und von der rotierenden Schnecke vorwärts transportiert. Hier kommt es nur zu einem minimalen Schmelzvorgang, der größtenteils auf die Wärmeleitung durch die Zylinderwände zurückzuführen ist.
2. Kompressionszone
Der Raum zwischen den Schneckenflügeln verengt sich, wodurch der Druck und die Scherkräfte/Wärme zunehmen. Dadurch beginnen die äußeren Schichten der Pellets zu schmelzen.
3. Dosierzone
Extreme Scherkräfte durch kleinere Schneckenkanäle und höchste Temperaturen schmelzen das Granulat vollständig in eine flüssige Matrix ein. Gründliches Mischen führt zu einer homogenen, spritzfähigen Schmelze.
Abstimmung der Zylindertemperaturen, der Schneckendrehzahl und des Gegendrucks ermöglicht es den Verarbeitern, die Einstellungen so zu wählen, dass eine gleichmäßige Kunststoffschmelze in die Form gelangt. Der Plastifizierungsprozess gipfelt darin, dass die Schnecke den geschmolzenen Kunststoff durch die Düse, die Angussbuchse und das Angusssystem in die zu erwartende Formkavität spritzt.
Probleme mit der Plastifizierung und ihre Behebung
Um makellose, konsistente Teile durch Spritzgießen zu erhalten, muss die Plastifizierung das Material so vorbereiten, dass die Viskositäts-, Temperatur- und Fließeigenschaften genau eingehalten werden. Im Folgenden finden Sie einige häufige Plastifizierungsprobleme und Tipps zur Fehlerbehebung:
Überhitztes Material
- Ursachen: Übermäßige Zylinderhitze, zu hohe Schneckendrehzahl
- Lösungen: Zylindertemperaturen senken, Schneckendrehzahl reduzieren
Untergeschmolzenes Material
- Ursachen: Geringe Zylinderwärme, niedrige Schneckendrehzahl
- Lösungen: Erhöhen Sie die Wärme und die Schneckendrehzahl, um den Schmelzfaktor zu verbessern.
Ungleichmäßige Schmelze
- Die Ursachen: Unzureichende Durchmischung und Verweilzeit
- Lösungen: Einspritzung verlangsamen, Gegendruck erhöhen
Materialverschlechterung
- Ursachen: Zu viel Scherwärme Geschichte
- Lösungen: Vorschubgeschwindigkeiten erhöhen, Schneckendrehzahl senken
Schwarze Flecken in Teilen
- Die Ursache: Material überhitzt und zersetzt
- Lösung: Niedrigere Zylindertemperaturen und Schneckendrehzahl
Die sorgfältige Einstellung der Plastifizierungsparameter ermöglicht es dem Gießer, die optimale Materialaufbereitung zu finden, die eine vollständige Formfüllung ermöglicht, ohne dass das Material beschädigt wird. Harz.
Tipps zur Plastifizierung beim Spritzgießen
- Beim Plastifizieren wird das Kunststoffgranulat vor dem Einspritzen durch Reibungserwärmung und Mischen in einen geschmolzenen Zustand gebracht.
- Dies ist ein entscheidender Schritt, um eine ordnungsgemäße Formfüllung und eine qualitativ hochwertige Produktion von Bauteilen durch Spritzgießen zu ermöglichen.
- Während der Plastifizierung durchläuft der Kunststoff spezielle Schneckenzonen, die das Schmelzen, den Druckaufbau und das Mischen ermöglichen.
- Präzise Einstellungen von Wärme, Druck, Schneckendrehzahl und Verweilzeit sind erforderlich, um ideale Viskosität, Temperaturen und Fließeigenschaften ohne Materialverschlechterung zu erreichen.
Das Verständnis der Plastifizierung hilft Spritzgießern, diesen sensiblen Prozess zu kontrollieren, um eine hohe Ausbeute an fehlerfreien, robusten Spritzgussteilen zu erzielen. Mit einer gründlichen Kunststoffvorbereitung können komplizierte Formen wiederholbar gefüllt werden, um das Leistungspotenzial des Teiledesigns voll auszuschöpfen.