Beim Spritzgießen kommt es darauf an, dass die richtige Menge an geschmolzenem Kunststoff, die so genannte Schussgröße, vorhanden ist, um den Formhohlraum vollständig zu füllen. Das Kissen bezieht sich auf die zusätzliche Schusskapazität, die über das hinausgeht, was zum Füllen der Form erforderlich ist. Dieses Kunststoffpolster dient dem wichtigen Zweck, den Druck gegen das abkühlende, schrumpfende Material in der Form während der Verpackungsphase des Spritzgießzyklus aufrechtzuerhalten.
Das Verständnis von Kissen hilft Spritzgießern bei der Optimierung von Teilequalität, Toleranzen und Konsistenz. Lesen Sie weiter, als Fachmann Hersteller von Kunststoff-SpritzgussteilenIch werde dieses wichtige Konzept des Spritzgießens aufschlüsseln.
Warum Polsterung beim Spritzgießen wichtig ist
Die Aufrechterhaltung des Drucks während des Packens ist der Schlüssel für eine ordnungsgemäße Formung der Teile. Wenn heißer Kunststoff in eine relativ kühlere Form fließt, beginnt er, Wärme an die Formwände zu verlieren. Der abkühlende Kunststoff schrumpft auch im Volumen. Ohne ausreichenden Druck würde das Material von den Formoberflächen wegschrumpfen und die Genauigkeit und Qualität der Teile beeinträchtigen.
Das Kissen bildet ein Reservoir für geschmolzenen Kunststoff, der weiterhin Druck auf das aushärtende Material ausübt. Dieser Druck treibt zusätzlichen Kunststoff in die schrumpfenden Bereiche, um den Kontakt mit der Form aufrechtzuerhalten. Für die Herstellung vollständiger, maßgenauer Teile ist ein angemessener Packungsdruck erforderlich.
Vorbeugung von Teilefehlern
Eine unzureichende Polsterung kann direkt zu häufigen Bauteildefekten wie kurzen Schüssen, Einfallstellen und verzogenen Teilen führen. Wenn der Packungsdruck vorzeitig abfällt, führt die Materialschrumpfung zu sichtbaren Mängeln. Die Aufrechterhaltung des Packdrucks für die erforderliche Dauer trägt dazu bei, dass die Teile vollständig und innerhalb der Spezifikationen sind.
Wie Polsterung beim Spritzgießen funktioniert
Da Sie nun wissen, warum Kissen wichtig sind, wollen wir uns ansehen, wie diese zusätzliche Schusskapazität eine bessere Teilequalität ermöglicht:
Die Injektionseinheit
Moderne Spritzgießmaschinen verwenden eine Schnecke in einem beheizten Zylinder, um Kunststoffgranulat zu schmelzen. Während sich die Schnecke dreht, bewegt sie das Schmelzmaterial durch ein Rückschlagventil nach vorne. Die Anhäufung von geschmolzenem Kunststoff vor der Schneckenspitze wird als Schuss bezeichnet.
Füllen der Form
Beim Einspritzvorgang bewegt sich die Schnecke nach vorne und wirkt wie ein Kolben, der den Schuss durch die Düse, den Anguss, die Angusskanäle und in die Formhohlräume drückt. Der Hub der Schnecke bestimmt die Größe des Schusses.
Auspacken des Teils
Nach dem Füllen der Form fließt der geschmolzene Kunststoff während der Verpackungsphase weiter hinein. Dadurch wird Druck auf das abkühlende Material ausgeübt, das in der Form schrumpft.
Die Aufrechterhaltung dieses Drucks ist der Schlüssel zur Herstellung vollständiger, maßhaltiger Teile. Wenn das Material Wärme verliert und schrumpft, drückt der Packungsdruck zusätzliches Material hinein, um dies auszugleichen. Wenn der Kunststoffdruck der Form entspricht Klemmkraftfriert das Tor ab und beendet die Packphase.
Warum die Polsterung für den Verpackungsdruck entscheidend ist
Das Auspacken der Form erfordert Kunststoffdruck, der gegen das aushärtende Material drückt. Ohne ein Kissen zwischen der Schneckenspitze und dem Formeinlauf gäbe es nichts, was diesen wichtigen Druck während des Packens ausüben könnte.
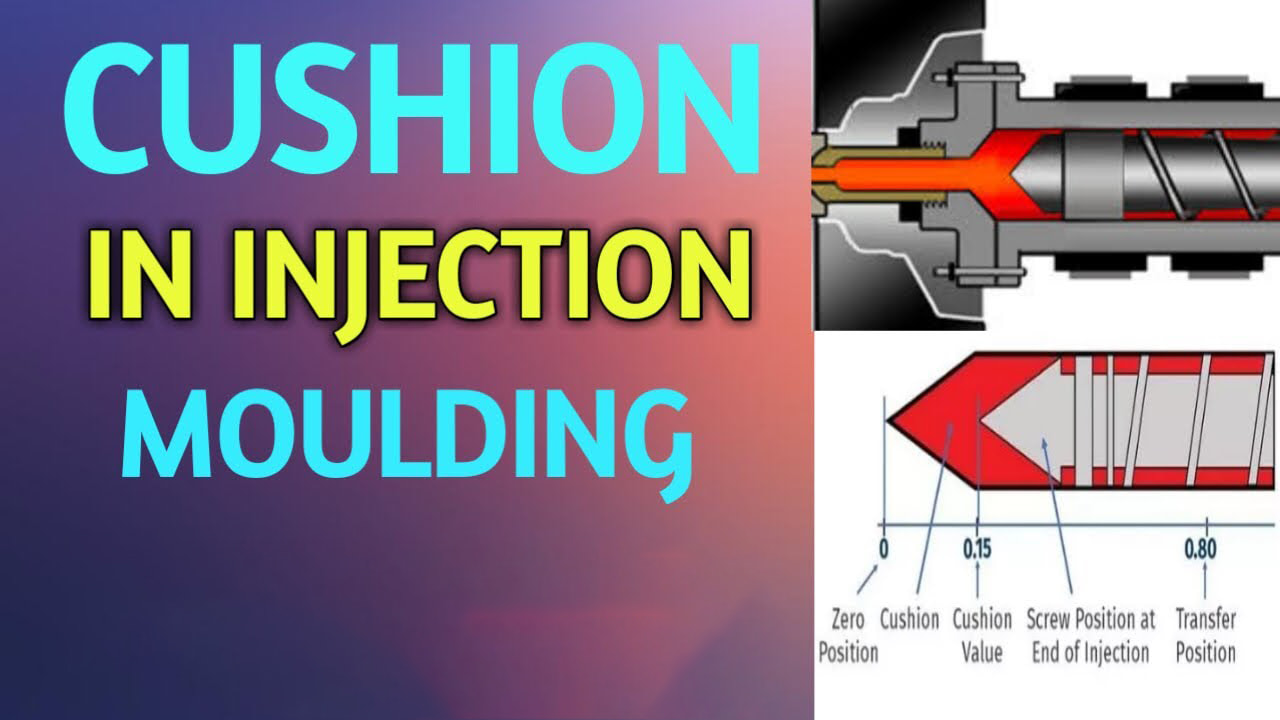
Messkissen
Die Dämpfung bezieht sich auf die verbleibende Schusskapazität zwischen dem Ende des Einspritzwegs und dem maximalen Schneckenhub. Sie wird in der Regel als linearer Abstand zwischen der Schneckenspitze und der Düse am Ende der Packung gemessen.
Der typische Kissenabstand für eine Maschine der Standardgröße liegt zwischen 5 und 10 mm. Größere Spritzeinheiten erfordern entsprechend größere Kissen. Die optimale Kissengröße hängt vom Werkzeug, dem Material, der Füllmenge und anderen Faktoren ab.
Monitoring-Kissen
Da die Polsterung den Packungsdruck ermöglicht, ist die Aufrechterhaltung einer gleichmäßigen Polsterung von Schuss zu Schuss der Schlüssel zur Teilekonsistenz. Die zulässige Abweichung hängt von den Toleranzanforderungen des Teils ab.
Die typische Kissentoleranz liegt bei ±10%, was genügend Spielraum für Maschinenabweichungen bietet und gleichzeitig eine wiederholbare Leistung ermöglicht. Die Überprüfung historischer Daten hilft Spritzgießern bei der Optimierung der zulässigen Dämpfungsvariabilität auf der Grundlage der Kapazitätsanforderungen für jedes Werkzeug.
Wie man die Dämpfung beim Spritzgießen erhöht
Wenn Ihr derzeitiges Polster unzureichend ist, finden Sie hier bewährte Möglichkeiten, es sicher zu vergrößern:
1. Überprüfen Sie Ihre Prozesseinstellungen
Stellen Sie zunächst sicher, dass Ihre Transfer- und Einspritzgeschwindigkeiten nicht zu schnell eingestellt sind. Eine zu hohe Geschwindigkeit kann das verfügbare Kissen vorzeitig "überfahren".
Reduzieren Sie als nächstes Ihre Pack- und Haltedruck. Die Verwendung niedrigerer Drücke ermöglicht oft eine stärkere Polsterbildung.
Verlängern Sie abschließend die Packungszeiten leicht. Dies gibt der Schraube zusätzlichen Spielraum, bevor sie sich festsetzt.
2. Gegendruck erhöhen
Durch Erhöhen des Gegendrucks wird der Schneckenbewegung direkt entgegengewirkt, sodass sich mehr Material ansammeln kann. Beginnen Sie konservativ und erhöhen Sie den Druck schrittweise.
Bei zu hohem Gegendruck besteht die Gefahr der Überhitzung/Zersetzung des Polymers. Achten Sie sorgfältig auf Anzeichen für unerwünschte Veränderungen der Materialeigenschaften.
3. Überprüfung der Düsenabschaltung
Wenn sich die Düsenöffnungen zwischen den Schüssen nicht vollständig schließen, kann die Schmelze unnötig rückwärts fließen.
Prüfen Sie Rückschlagringe, Hubschrauben und Heißkanaldüsen auf ordnungsgemäße Abdichtung. Verschlissene Komponenten bei Bedarf austauschen.
4. Niedrigere Füllgeschwindigkeiten
Wenn die Form zu schnell befüllt wird, verringert sich die Menge an Kissen, die im Vorfeld aufgebaut wird. Versuchen Sie, die Füllgeschwindigkeit in kleinen Schritten zu reduzieren, bis sich der Zielwert für das Polster stabilisiert.
Zu langsame Füllgeschwindigkeiten können jedoch auch Probleme verursachen. Stellen Sie sicher, dass bei der Anpassung der Füllgeschwindigkeiten ein akzeptables Erscheinungsbild der Teile gewährleistet ist.
5. Prüfung auf verschlissene Komponenten
Mit der Zeit nutzen sich Zylinder, Schnecken und Rückschlagventile ab und verlieren an Konsistenz. Lassen Sie die wichtigsten Werkzeugkomponenten von einem qualifizierten Techniker überprüfen und austauschen, wenn sich die Toleranzen erheblich verändert haben.
Während die Reparatur verschlissener Teile teuer werden kann, zahlt sich die Wiederherstellung des Zustands der Spritzgießmaschine durch verbesserte Prozessfähigkeit und geringere Ausschussraten aus.
Einstellen der richtigen Kissengröße
Mehrere Faktoren bestimmen die geeignete Kissengröße für jede Form:
- Größe der Maschine - Größere Spritzeinheiten benötigen einen größeren Polsterabstand.
- Material Viskosität - Materialien mit höherer Viskosität benötigen mehr Puffer.
- Füllrate - Schnelleres Befüllen erfordert mehr verfügbaren Druck.
- Teil Größe - Größere Teile benötigen eine längere Verpackungszeit.
- Toleranzanforderungen - Engere Toleranzen erfordern eine geringere Varianz.
Innerhalb des Betriebsfensters dieser Beschränkungen liegen die optimale Kissengröße und die zulässige Variabilität. Drucksensoren liefern Echtzeitdaten zum Werkzeuginnendruck, um den Spritzgießern bei der Wahl der optimalen Kisseneinstellungen zu helfen.
Einmal festgelegt, ist die konsequente Einhaltung dieser Polsterspezifikationen entscheidend für eine wiederholbare Gussleistung. Eine kontinuierliche Überwachung stellt sicher, dass jede Abweichung korrigiert wird, bevor schlechte Teile produziert werden.
Zu viel oder zu wenig Polsterung kann Probleme verursachen
Ein unzureichendes Kissen sorgt für einen unzureichenden Packdruck, während übergroße Kissen das Material überpacken können.
Überdimensionierte Kissen erhöhen auch das Risiko, dass abgebauter Kunststoff in das Teil gelangt. Das richtige Gleichgewicht zu finden, vermeidet diese Mängel. Historische Daten helfen Spritzgießern bei der Optimierung der Polster für eine stabile Leistung.
Zum Mitnehmen
Die Aufrechterhaltung des Packungsdrucks ist für die Herstellung vollständiger, maßhaltiger Spritzgussteile unerlässlich. Diese Abhängigkeit der Packung vom Druck unterstreicht die Bedeutung der Polsterung.
Durch die Abstimmung der Dämpfungseigenschaften können die Spritzgießer die erforderliche Packungsdichte für jedes Werkzeug erreichen. Einmal definiert, ist eine kontinuierliche Überwachung der Dämpfung unerlässlich, um eine gleichbleibende Produktion von Teilen guter Qualität zu ermöglichen.
Das Verständnis von Kissen bringt Licht in dieses wichtige Element, das die Herstellung von Hochleistungskomponenten von der Produktion von Schrott unterscheidet.