Die casting vs injection molding – two manufacturing processes with distinct advantages and disadvantages. So which one should you choose?
As a professional injection molding manufacturer, I’ll compare die casting and injection molding across key factors like precision, cost, materials, and more. By the end, you’ll know exactly which process is better suited for your manufacturing needs.
What is Die Casting?
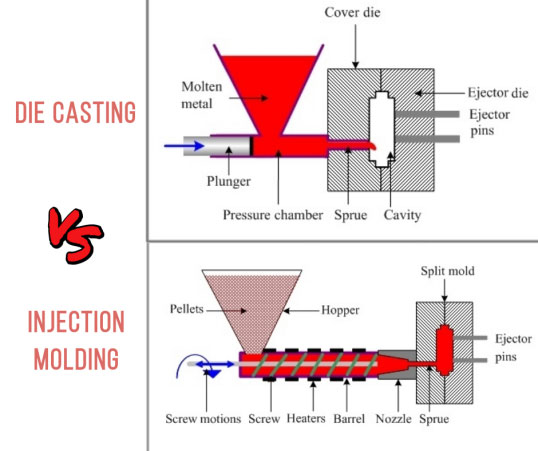
Die casting is a metal casting process where molten metal is injected into a mold cavity under high pressure. The mold, called a die, shapes the metal into the desired part geometry.
Common die casting metals include:
- Zinc
- Aluminum
- Magnesium
- Copper
Once the molten metal solidifies in the die, the part is then ejected and the cycle repeats.
Die casting creates durable, heat resistant metal parts with excellent dimensional consistency across high production volumes. It’s ideal for small to medium sized components with intricate details or thin walls.
Common die cast parts include automotive components, gears, handles, and enclosures.
Die Casting Process
The die casting sequence consists of the following key steps:
- Clamp – The die halves are aligned and locked into position.
- Inject – Molten metal is injected into the die cavity under high pressure
- Cool – The metal solidifies inside the die. Cooling lines in the die accelerate cooling.
- Eject – Once solidified, the die opens and the part is ejected.
This cycle then repeats at a high production rate. High pressure die casting can produce over 15 cycles per minute.
Die Casting Benefits
- Excellent dimensional consistency across high production volumes
- Intricate details and thin walls are possible
- Faster production rates than some other methods
- Very repeatable process results in near identical parts
- Heat and corrosion resistant
What is Injection Molding?
Injection molding produces plastic parts by injecting molten plastic material into a mold cavity, where it cools and hardens into the final part shape.
Thermoplastic polymers like nylon, polyethylene, polystyrene and many more can be injection molded. The raw plastic pellets are melted and injected under pressure into the mold where they solidify upon cooling.
Parts are then ejected from the opened mold once sufficiently cool and rigid. Components with complex geometries and thin walls are easily produced at high volumes, maintaining excellent dimensional consistency part-to-part.
Common injection molded parts include electronic enclosures and components, bottle caps, automotive trim, and medical components.
Injection Molding Process
The basic injection molding process can be broken down into the following phases:
- Clamp – The two mold halves are securely locked by the clamping unit.
- Inject – The molten plastic is injected into the cavity through the sprue at high pressure.
- Pack & Hold – Extra pressure is maintained to minimize shrinkage as material cools.
- Cool – Cooling lines in the tool drop the temperature for rigid part ejection
- Eject – The mold separates and robotics eject the cooled part
The mold closes and the automated cycle repeats to achieve required production volumes.
Die Casting vs Injection Molding: Key Differences
Now that you understand the basics of each process independently, let’s directly compare die casting against injection molding across some key factors:
1. Achievable Tolerances
- Die casting – Very good; Tolerance of ±0.05 mm possible depending on material and wall thickness
- Injection molding – Excellent; ±0.005 mm or tighter possible. Superior tolerance control vs die casting
Injection molding can hold tighter tolerances, making it suitable for tiny, micro-sized components. Die cast parts remain within tolerance enough for most applications.
2. Part Complexity
- Die casting – Medium complexity; limited by material flow
Undercuts and intricacies restricted by flow paths - Injection molding – High complexity achievable
No material flow limits allow greater geometrical freedoms
With no liquid metal flow restrictions, injection molding can create the most complex, detailed component geometries. Die cast parts have difficulty with deep undercuts and details due to material freezing off flow paths.
3. Cost
- Die casting – Low cost; Fixed tooling compensated at production volumes
- Injection molding – Lowest cost; Cheaper molds and raw material offset initial tooling
For large production runs, injection molded parts have the lowest overall cost per part compared to die casting. But higher initial investment is required for injection molds and machinery vs simpler die cast tooling.
4. Speed
- Die casting – Very fast cycle times; rapid production rates
- Injection molding – Fast cycle times; automated processing
Both methods are suitable for mass production thanks to short, automated cycle times. Die casting does inch ahead on pure speed and parts-per-hour production rate. But injection molding remains highly competitive.
5. Materials
- Die casting – Almost any castable metal alloys
Mostly non-ferrous; zinc, aluminum, magnesium etc - Injection molding – Broad polymer range
Thermoplastics including polyethylene, ABS, nylon
While injection molding works with a wider spectrum of raw material options, die casting produces stronger metal components suitable for more demanding applications.
6. Finishing
- Die casting – Very good as-cast; heat treatment possible
- Injection molding – Excellent as-molded; range of decorative options
Die cast parts eject with higher quality surface finish straight out of the mold. But decorative options for injection molded parts are virtually endless thanks to broad polymer compatibility.
7. Environmental Impact
- Die casting – Higher energy consumption; material waste
- Injection molding – Lower energy; recyclable scrap
Energy intensive metal remelting and higher material waste earn die casting lower environmental marks. Lightweighting potential with plastic and recycling of injection molding sprues/runners help minimize its eco impact.
Best Applications for Each Process
Die casting applications favour small-to-medium sized metal components with decent geometrical complexity – especially parts requiring strength, heat resistance, and dimensional consistency across thousands of cycles.
Injection molding applications suit highly complex precision plastic parts where high volumes are needed – things like plastic housing, containers, medical components etc.
Generally, die casting works best for metal parts while injection molding suits plastic components. But for miniature complex parts, injection molding is the only option regardless of material.
Making the Right Manufacturing Choice
Deciding between die casting and injection molding for your application requires considering factors like:
- Final part material needed
- Production volumes
- Cost limitations
- Part size
- Level of finishing
- Geometric complexity
- Mechanical performance
Matching your product design and production requirements against the process capabilities outlined here will ensure you select the ideal manufacturing method.
Often trade-offs exist – like die casting providing heat resistant metal parts faster than machining can, but lacking the intricate geometries injection molding permits.
Understanding these key differences presented across die casting vs injection molding allows informed, optimal decisions when planning your next project.