El moldeo por inyección se basa en disponer de la cantidad adecuada de plástico fundido, o "tamaño de inyección", para llenar completamente la cavidad del molde. El cojín se refiere a la capacidad de inyección adicional más allá de lo necesario para llenar el molde. Este cojín de plástico cumple la función vital de mantener la presión contra el material que se enfría y encoge en el molde durante la fase de empaquetado del ciclo de moldeo por inyección.
Comprender la amortiguación ayuda a los moldeadores a optimizar la calidad, las tolerancias y la consistencia de las piezas. Siga leyendo, como profesional fabricante de moldeo por inyección de plásticoVoy a desglosar este concepto crítico del moldeo por inyección.
Por qué es importante la amortiguación en el moldeo por inyección
Mantener la presión durante el empaquetado es clave para la correcta formación de las piezas. A medida que el plástico caliente fluye hacia un molde relativamente más frío, empieza a perder calor en las paredes del molde. El plástico que se enfría también reduce su volumen. Sin la presión adecuada, el material se alejaría de las superficies del molde, reduciendo la precisión y la calidad de la pieza.
El cojín proporciona un depósito de plástico fundido para seguir ejerciendo presión sobre el material de curado. Esta presión impulsa plástico adicional hacia las zonas de contracción para mantener el contacto con el molde. Se requiere una presión de empaquetado adecuada para producir piezas completas y dimensionalmente precisas.
Prevención de defectos en las piezas
Una amortiguación inadecuada puede causar directamente defectos comunes en las piezas, como disparos cortos, marcas de hundimiento y piezas alabeadas. Cuando la presión de la empaquetadura disminuye prematuramente, la contracción del material forma defectos visibles. Mantener la presión de la empaquetadura durante el tiempo necesario ayuda a garantizar piezas completas dentro de las especificaciones.
Cómo funciona la amortiguación en el moldeo por inyección
Ahora que ya sabe por qué es importante el cojín, veamos cómo esta capacidad de disparo adicional permite mejorar la calidad de las piezas:
La unidad de inyección
Las modernas máquinas de moldeo por inyección utilizan un tornillo dentro de un barril calentado para fundir los gránulos de plástico. Al girar, el tornillo hace avanzar el material fundido a través de una válvula de retención. La acumulación de plástico fundido delante de la punta del tornillo se denomina inyección.
Llenar el molde
En el proceso de inyección, el husillo se mueve hacia delante, actuando como un émbolo para forzar la inyección a través de la boquilla, el bebedero, los canales y las cavidades del molde. La carrera del tornillo determina el tamaño de la inyección.
Embalaje de la pieza
Tras llenar el molde, el plástico fundido sigue fluyendo durante la fase de empaquetado. Esto ejerce presión contra el material de enfriamiento, encogiéndose dentro del molde.
Mantener esta presión es fundamental para producir piezas completas y de dimensiones correctas. A medida que el material pierde calor y se encoge, la presión de embutición impulsa material adicional para compensar. Cuando la presión del plástico es igual a la del molde fuerza de sujeciónla puerta se congela, finalizando la fase de empaquetado.
Por qué la amortiguación es vital para la presión de embalado
El desmoldeo requiere una presión plástica contra el material de curado. Sin un cojín entre la punta del tornillo y la entrada del molde, no habría nada que ejerciera esta presión esencial durante el empaquetado.
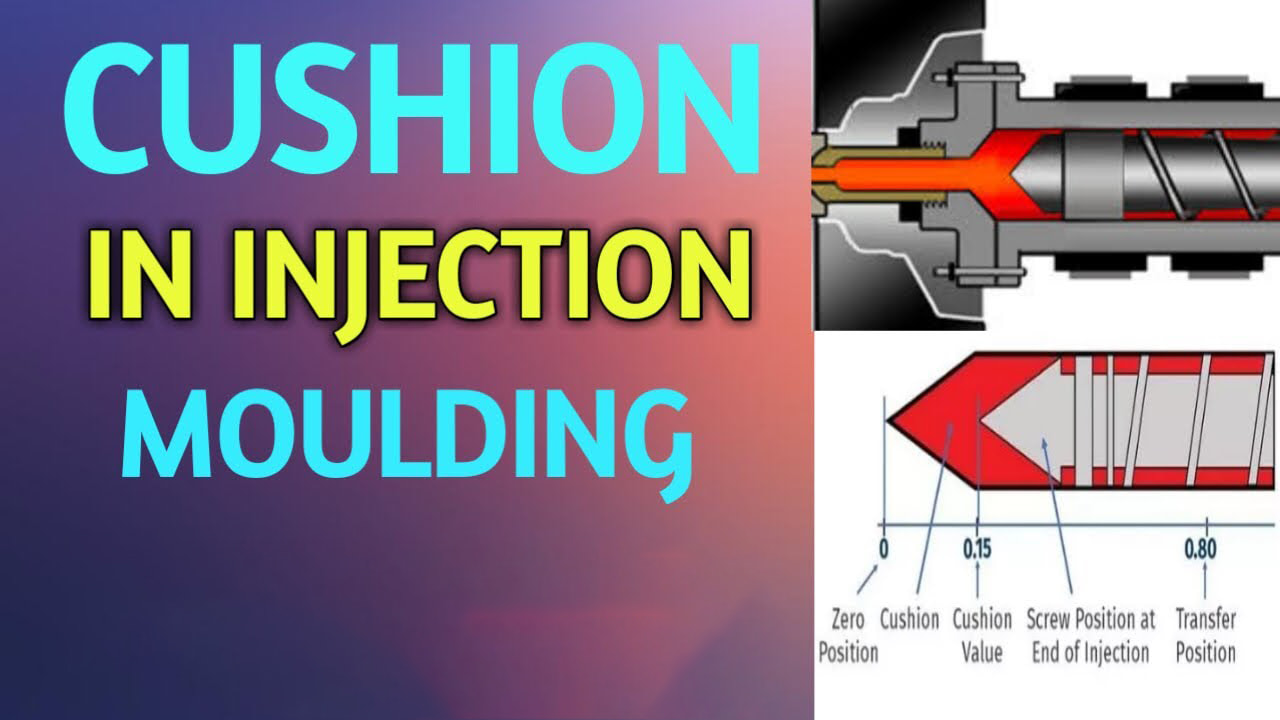
Cojín de medición
La amortiguación se refiere a la capacidad de disparo sobrante entre el final del recorrido de inyección y la carrera máxima del tornillo. Suele medirse como una distancia lineal entre la punta del husillo y la boquilla al final del empaquetado.
La distancia típica entre cojines para una máquina de tamaño estándar oscila entre 5 y 10 mm. Las unidades de inyección más grandes requieren cojines más grandes. El tamaño óptimo del cojín depende del molde, el material, la tasa de llenado y otros factores.
Cojín de control
Dado que el cojín permite la presión de la empaquetadura, mantener un cojín constante de disparo a disparo es clave para la consistencia de la pieza. La variación permitida depende de los requisitos de tolerancia de la pieza.
La tolerancia típica de la almohadilla es de ±10%, lo que proporciona un margen suficiente para las variaciones de la máquina al tiempo que permite un rendimiento repetible. La revisión de datos históricos ayuda a los moldeadores a optimizar la variabilidad admisible de la almohadilla en función de los requisitos de capacidad de cada molde.
Cómo aumentar la amortiguación en el moldeo por inyección
Si su colchón actual es insuficiente, aquí tiene formas probadas de aumentarlo de forma segura:
1. Compruebe la configuración del proceso
Empiece por asegurarse de que las velocidades de transferencia e inyección no son demasiado rápidas. Una velocidad excesiva puede "sobrepasar" prematuramente el cojín disponible.
A continuación, reduzca su presiones de envasado y retención. El uso de presiones más bajas suele permitir una mayor acumulación de cojines.
Por último, extienda ligeramente los tiempos del paquete. De este modo, el tornillo tendrá más espacio para avanzar antes de bloquearse.
2. Aumentar la contrapresión
Si se aumenta la contrapresión, se resiste directamente el movimiento del tornillo, lo que permite que se acumule más material. Empezar de forma conservadora y aumentar gradualmente.
Una contrapresión excesiva puede sobrecalentar o degradar el polímero. Observe atentamente si hay indicios de cambios no deseados en las propiedades del material.
3. Verificar el cierre de la boquilla
Si las aberturas de las boquillas no se cierran completamente entre disparos, la masa fundida puede retroceder innecesariamente.
Comprobar la estanqueidad de los anillos de retención, tornillos de recip y boquillas de canal caliente. Sustituir los componentes desgastados según sea necesario.
4. Velocidades de llenado más bajas
Llenar el molde demasiado rápido reduce la cantidad de amortiguación que se establece por adelantado. Intente reducir la velocidad de llenado en pequeños incrementos hasta que se estabilice el valor objetivo de la almohadilla.
Sin embargo, las velocidades de llenado excesivamente lentas también pueden causar problemas. Asegúrese de mantener un aspecto aceptable de la pieza al ajustar las velocidades de llenado.
5. Comprobación de componentes desgastados
Con el tiempo, los cañones, tornillos y válvulas de retención se desgastan y pierden consistencia. Solicite a un técnico cualificado que inspeccione los componentes clave del utillaje y los sustituya si las tolerancias han variado significativamente.
Aunque reparar las piezas desgastadas puede resultar caro, restablecer la salud de la máquina de moldeo por inyección reporta dividendos en forma de mejora de la capacidad del proceso y reducción de las tasas de desechos.
Elegir el tamaño adecuado del cojín
Varios factores determinan el tamaño adecuado del cojín para cada molde:
- Tamaño de la máquina - Las unidades de inyección más grandes necesitan una mayor distancia de amortiguación.
- Viscosidad del material - Los materiales de mayor viscosidad requieren más amortiguación.
- Tasa de llenado - Un llenado más rápido exige más presión disponible.
- Tamaño de la pieza - Las piezas más grandes necesitan más tiempo de embalaje.
- Requisitos de tolerancia - Las tolerancias más estrictas requieren menos varianza.
Dentro de la ventana operativa de estas restricciones se encuentra el tamaño óptimo del cojín y la variabilidad permitida. Los sensores transductores de presión proporcionan datos de presión de la cavidad en tiempo real para ayudar a los moldeadores a seleccionar los ajustes óptimos del cojín.
Una vez establecidas, el cumplimiento constante de las especificaciones de estos cojines es vital para un rendimiento de moldeo repetible. La supervisión continua garantiza que cualquier desviación se corrija antes de producir piezas defectuosas.
Una amortiguación excesiva o insuficiente puede causar problemas
Un cojín insuficiente proporciona una presión de empaquetado inadecuada, mientras que los cojines sobredimensionados pueden empaquetar el material en exceso.
Los cojines sobredimensionados también aumentan el riesgo de que entre plástico degradado en la pieza. Encontrar el equilibrio adecuado evita estos defectos. Los datos históricos guían a los moldeadores para optimizar el cojín y obtener un rendimiento estable.
Para llevar
Mantener la presión de la empaquetadura es esencial para producir componentes moldeados por inyección completos y de dimensiones correctas. Esta dependencia de la presión de empaquetado subraya la importancia de la amortiguación.
El ajuste de la almohadilla permite a los moldeadores alcanzar las densidades de empaquetado necesarias para cada molde. Una vez definida, la supervisión continua de la almohadilla es imprescindible para lograr una producción constante de piezas de buena calidad.
Comprender el cojín arroja luz sobre este elemento vital que separa la fabricación de componentes de alto rendimiento de la producción de chatarra.