La contrapresión es un parámetro crucial, aunque a menudo se pasa por alto, en el moldeo por inyección. Un ajuste adecuado de la contrapresión mejora la uniformidad entre inyecciones y la calidad de las piezas.
En esta completa guía, como profesional fabricante de moldeo por inyección de plásticote ayudaré a aprender qué es la contrapresión, por qué es importante y cómo ajustarla paso a paso.
¿Qué es el moldeo por inyección a contrapresión?
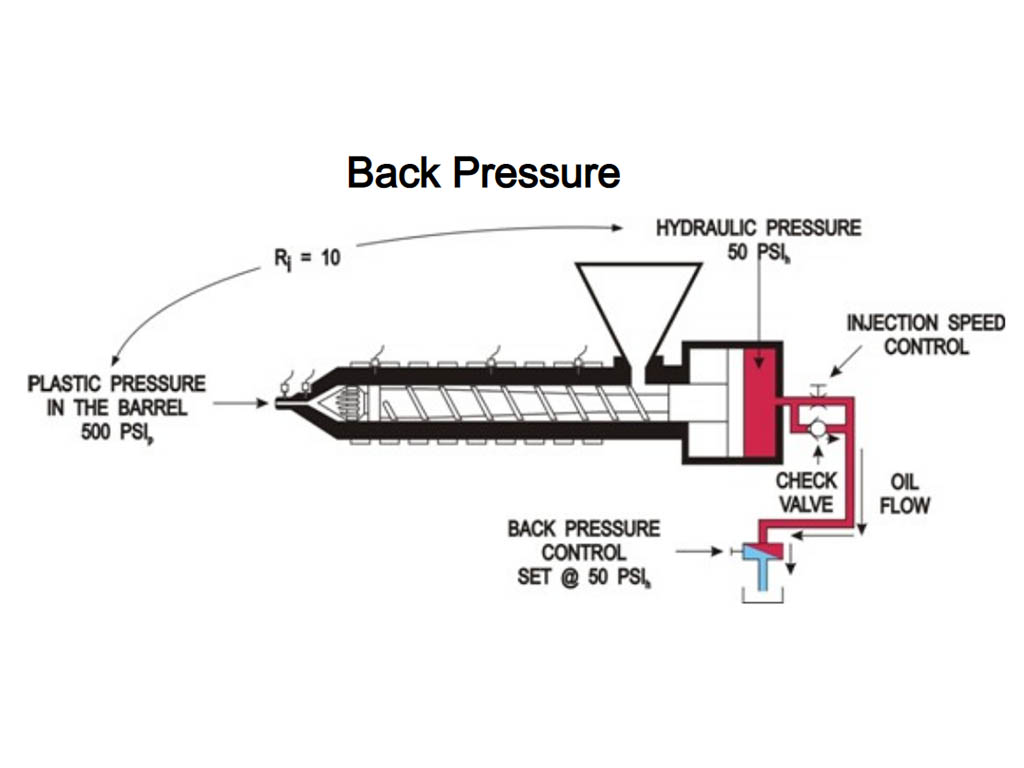
La contrapresión se refiere a la resistencia contra el tornillo cuando se recupera para construir el siguiente disparo. Comprime el plástico delante de la válvula antirretorno para garantizar un tamaño y una densidad de disparo uniformes.
Una mayor contrapresión mejora la uniformidad de la masa fundida y el control de la temperatura sin elevar la temperatura de la masa fundida. También mejora la dispersión del color, la aireación, la estabilidad dimensional y evita el sinfín.
Sin embargo, una contrapresión excesiva puede dañar las resinas reforzadas y degradar los plásticos sensibles a la temperatura. También aumenta la duración de los ciclos.
¿Por qué es importante ajustar la contrapresión?
He aquí 5 razones por las que es importante ajustar correctamente la contrapresión:
1. Tamaño de tiro consistente
La compresión por contrapresión empaqueta las moléculas firmemente para que cada disparo tenga la misma densidad y peso. Esta consistencia es vital para obtener buenas piezas.
2. Mejor calidad de fusión
El aumento de la contrapresión mezcla mejor los aditivos y pigmentos sin aumentar la temperatura de fusión. Esto proporciona una fusión suave y uniforme.
3. Reducción de la holgura y el destello
Al controlar la densidad de disparo, la contrapresión evita la separación, el destello y otros defectos relacionados con un llenado inconsistente.
4. Cambios de color más rápidos
La contrapresión despeja el cañón con mayor eficacia durante los cambios de color al mantener la punta del tornillo ajustada a la garganta.
5. Sin puntos negros
Reduce al mínimo los espacios entre los filetes de los tornillos para evitar que el material se degrade y provoque motas negras.
¿Cuánta contrapresión se necesita?
Como regla general, 50-100 psi de contrapresión hidráulica por pulgada de diámetro de tornillo proporciona buenos resultados.
Así, un tornillo de 3 pulgadas necesita entre 150 y 300 psi. Una contrapresión excesiva puede provocar daños, así que auméntela con precaución en incrementos de 50 psi hasta que sea óptima.
Mantenga la contrapresión más baja posible que siga proporcionando buenas piezas. Cada material y molde tiene unos requisitos únicos.
Cómo ajustar el moldeo por inyección a contrapresión en 6 pasos
Siga este procedimiento de buenas prácticas para marcar la contrapresión:
Paso 1: Empezar sin contrapresión
Ajuste la contrapresión a cero y establezca un proceso base. Este es su punto de referencia.
Paso 2: Aumentar las RPM del tornillo
Aumente las rpm del tornillo en incrementos de 25-50 rpm hasta que el proceso se vuelva incoherente debido a un calentamiento excesivo por cizallamiento. A continuación, reduzca ligeramente las rpm hasta que se estabilice.
Esto encuentra el máximo rpm que su configuración puede manejar. Ahora fija las rpm y ajusta la contrapresión.
Paso 3: Aumentar la contrapresión
Comience añadiendo 50-100 psi de contrapresión. Deje que la máquina se estabilice y observe si se producen cambios en la consistencia.
Paso 4: Repetir hasta optimizar
Siga incrementando la contrapresión entre disparos en pasos de 50 psi. Continúe hasta la contrapresión máxima recomendada para el material o hasta que consiga la mejor consistencia.
Paso 5: Ajuste fino de la configuración
Puede que encuentres el punto óptimo entre dos ajustes de contrapresión. Si es así, elige el valor más bajo para tener un poco más de margen de seguridad.
Paso 6: Confirmar con Data Monitoring
Por último, valide su nuevo proceso con los datos científicos de moldeo de los resultados críticos del proceso (CPO). Las métricas clave son el peso/tamaño de la inyección y el tiempo de recuperación del tornillo.
Controle cuidadosamente las variaciones de disparo a disparo. Si los valores se desvían más de +/- 1% es probable que necesite más contrapresión para un proceso realmente repetible.
Preguntas frecuentes
¿Afecta la contrapresión a la temperatura de fusión?
No, la contrapresión tiene una influencia insignificante en la temperatura de fusión. Las revoluciones del tornillo son 10 veces más importantes.
¿Se puede calcular la contrapresión necesaria?
La verdad es que no. La contrapresión óptima depende mucho del material, colorantediseño del molde y otros factores. Debe ser encontrado experimentalmente.
¿Existe un límite máximo de contrapresión?
Sí, la mayoría de los expertos sugieren limitar la contrapresión a no más de 20% del tonelaje máximo de la unidad de inyección. Una contrapresión excesiva puede provocar daños.
¿Por qué al aumentar la contrapresión aumenta el tamaño del disparo?
Una mayor contrapresión comprime las moléculas más densamente. Por tanto, para un mismo volumen de disparo, se comprime más material, lo que aumenta el peso del disparo.
Conclusión
El ajuste de una contrapresión adecuada es esencial para un moldeo por inyección robusto y repetible con piezas de alta calidad constante.
Siga estos 6 pasos partiendo de cero contrapresión, maximizando inicialmente las rpm del tornillo y aumentando después la contrapresión en incrementos hasta que se determine clínicamente la consistencia óptima.
Conseguir la contrapresión correcta a la primera ahorra horas de depuración y clientes frustrados más adelante. Tómese su tiempo para ajustarlo con precisión utilizando principios científicos de moldeo para un proceso sin problemas.