¿Qué es el flash en el moldeo por inyección?
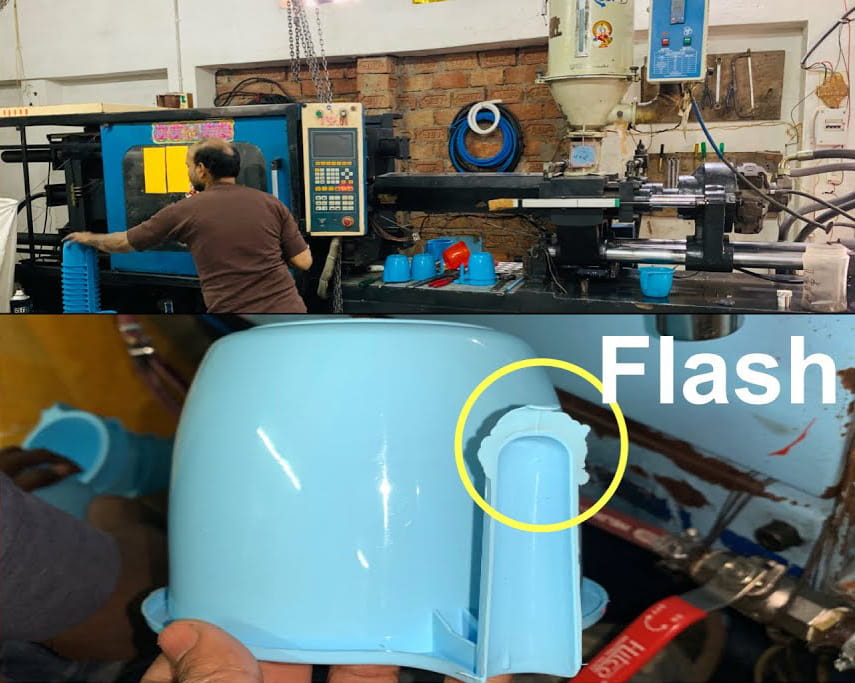
¿Qué es la rebaba en el moldeo por inyección? Se trata del exceso de plástico que se escapa de la cavidad del molde durante el proceso de moldeo por inyección. Deja finas "solapas" de plástico adheridas a la pieza final.
Aunque una pequeña cantidad de rebabas es habitual, un exceso puede afectar negativamente al aspecto, la textura y el ensamblaje de los componentes moldeados por inyección.
Así que en esta completa guía, como profesional del plástico fabricante de moldeo por inyección...cubriré todo lo que necesitas saber sobre flash, incluyendo..:
- Causas comunes de los defectos de destello
- Soluciones para minimizar el flash
- Prácticas recomendadas para el manejo de flash
Sumerjámonos.
¿Qué causa las rebabas en el moldeo por inyección?
Las rebabas se producen cuando el plástico fundido escapa de la cavidad del molde donde se forma la pieza. Esto puede ocurrir de varias maneras:
1. Desalineación de la línea de separación
La línea de partición es el punto de unión de las dos mitades de un molde de inyección. Si hay huecos o desalineaciones a lo largo de esta línea, el plástico puede filtrarse y provocar rebabas.
Problemas como el desgaste de las herramientas de moldeo, la acumulación de residuos y una fuerza de sujeción inadecuada pueden contribuir a que se produzcan fugas en los conductos de separación.
2. Ventilación insuficiente
Los respiraderos permiten que el aire salga de la cavidad del molde durante el llenado. Sin una ventilación adecuada, las bolsas de aire se comprimen y pueden forzar el plástico a través de cualquier pequeño hueco de la herramienta.
3. Baja presión de apriete
La presión de cierre mantiene el molde bien cerrado contra la alta presión de inyección. Si es demasiado baja, la presión de inyección puede hacer que el molde se abra ligeramente, permitiendo la formación de rebabas.
4. Flujo desequilibrado
Si el plástico fundido no llena la cavidad del molde de manera uniforme, es posible que algunas secciones se solidifiquen antes de tiempo, mientras que otras zonas todavía se están llenando. Esto puede provocar que quede aire atrapado o que el material "salga a chorro" por la última abertura, causando rebabas.
5. Material de baja viscosidad
Bajo viscosidad los materiales plásticos fluyen con mayor facilidad y pueden escapar más fácilmente a través de pequeños huecos o respiraderos de la línea de separación.
Cómo minimizar Flash
Aunque a menudo es inevitable que se produzcan algunas rebabas, hay formas de reducirlas mediante un diseño adecuado de las herramientas y unos ajustes optimizados del proceso:
✔ Alineación precisa del molde
Es fundamental garantizar una alineación correcta y un sellado hermético a lo largo de las líneas de separación. Hay que identificar y reparar cualquier hueco.
✔ Ventilación adecuada
Añada respiraderos para liberar el aire atrapado y equilibrar la presión de la cavidad durante el llenado.
✔ Fuerza de apriete óptima
La presión de apriete debe sellar el molde sin permitir que la fuerza abra huecos.
✔ Relleno equilibrado
Asegúrese de que el plástico fluye uniformemente en todas las zonas de la cavidad ajustando la velocidad de inyección, la presión y la temperatura.
✔ Viscosidad del material
Aumente la viscosidad para evitar que el material se filtre con tanta facilidad a través de pequeñas aberturas.
Buenas prácticas para el manejo de Flash
Aunque lo ideal es minimizar las rebabas optimizando el utillaje y el procesado, es probable que quede algo de plástico sobrante. A continuación se explica cómo tratar correctamente las rebabas:
✔ Localizar el flash en zonas poco visibles
Si el destello es inevitable, asegúrese de que la línea de separación y los orificios de ventilación se colocan donde el destello tendrá el menor impacto visual o funcional.
✔ Quitar Flash rápidamente
Utilice técnicas de desbarbado como el granallado, la congelación criogénica o el recorte manual. Tenga cuidado de no dañar la pieza.
✔ Gestionar Flash de forma coherente
Asegúrese de que todas las piezas se desbarban por igual. Un desbarbado irregular puede dar lugar a variaciones en las dimensiones o la estética de las piezas.
✔ Mantenimiento periódico de los moldes
Limpie e inspeccione los moldes, restableciendo los cierres herméticos y los canales de ventilación para reducir las rebabas con el paso del tiempo.
En resumen
En resumen, la rebaba es el exceso de material que se escapa de la cavidad durante el moldeo por inyección, normalmente debido a problemas de alineación del molde, ventilación, sujeción, flujo o viscosidad.
Aunque es difícil eliminar por completo las rebabas sin un utillaje de alta precisión muy caro, los fabricantes pueden seguir las mejores prácticas en materia de inspección, procesamiento y desbarbado para mantener controladas las rebabas y asegurarse de que tengan un impacto mínimo en sus componentes moldeados por inyección.
Espero que esta guía le ofrezca una visión general útil del flash de moldeo por inyección de plásticos; ¡hágame saber en los comentarios si tiene alguna otra pregunta!