El moldeo por inyección es un proceso de fabricación complejo con muchos detalles intrincados. Un término que se utiliza a menudo es "cojín de fusión". Pero, ¿qué es exactamente un cojín de fusión? ¿Y por qué es importante en el moldeo por inyección? Como profesional fabricante de moldeo por inyección de plásticoTe ayudaré a averiguarlo.
¿Qué es el colchón de fusión en el moldeo por inyección?
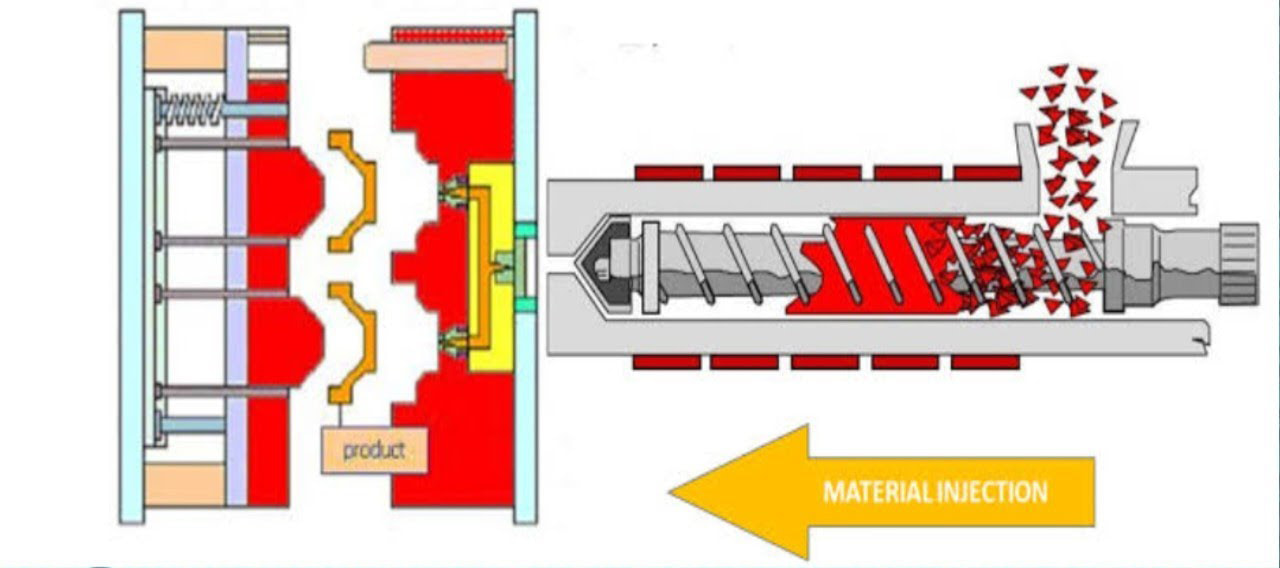
El cojín de fusión se refiere a la cantidad de plástico fundido que queda entre la punta del tornillo y el molde después del proceso de inyección.
Para visualizarlo, durante el ciclo de inyección el tornillo se mueve hacia delante, empujando el plástico fundido a través de la boquilla, el bebedero, los canales y dentro de las cavidades del molde. Al final de la inyección, queda una cantidad óptima de plástico entre la parte delantera del tornillo y el molde. Este es su cojín de fusión.
¿Por qué un cojín antifusión?
Necesita un cojín de fusión para aplicar presión de embalaje.
La presión de embutición es fundamental para fabricar piezas de calidad. Empaqueta el plástico en cada hendidura del molde, compensando la contracción a medida que se enfría la pieza.
Sin un cojín de fusión, el tornillo no tiene nada contra lo que empujar una vez que toca fondo. Se pierde la capacidad de aplicar presión. Esto causa todo tipo de problemas:
- Tiros cortos
- Sumideros y vacíos
- Alabeo
- Inexactitud dimensional
Mantener un cojín de fusión adecuado garantiza que el molde quede suficientemente lleno.
¿Cuánto colchón de fusión necesita?
Lo ideal es que el cojín de fusión sea lo más pequeño posible, pero que permita la presión de embutición. Una regla general es un cojín de fusión de entre 0,100-0,250 pulgadas (2,5-6 mm).
¿Por qué un cojín más pequeño? Por dos razones:
1. Degradación del material
La zona de la boquilla casi siempre se calienta más que el resto del cañón. Esto significa que el plástico cerca de la boquilla tiene más probabilidades de degradarse térmicamente.
Y debido al efecto de flujo de fuente, este plástico de boquilla se desplaza primero a las cavidades.
Un gran cojín inunda su pieza con plástico de boquilla degradado. Pequeñas impurezas y decoloración pueden causar defectos cosméticos. Y a niveles más altos, los polímeros degradados provocan fallos mecánicos.
2. Compresión excesiva
El plástico es compresible. Cuanto más grande sea el cojín, más presión de embalaje se "gasta" comprimiendo el propio cojín de fusión. Esto roba presión que debería ir al molde.
Para materiales difíciles como PVCUna compresión excesiva hace casi imposible controlar la consistencia de la presión de la cavidad. Mantener el cojín de fusión apretado minimiza la variabilidad de disparo a disparo.
Signos de un colchón de fusión insuficiente
Si su proceso de moldeo por inyección carece de la amortiguación adecuada, es probable que lo note:
- Tiros cortos
- Vacíos
- Fregaderos
- Alabeo
- Dimensiones fuera de especificación
- Problemas estéticos como líneas de flujo, surtidores
Estos defectos de las piezas apuntan a un embalaje y una presión de retención inadecuados. Y la presión inadecuada suele deberse a un colchón de fusión insuficiente.
Afortunadamente, la supervisión del cojín es bastante sencilla en la mayoría de las máquinas de moldeo. Preste mucha atención a cualquier deriva o desviación. Ajuste su banda de tolerancia si observa una incoherencia progresiva a lo largo de varios ciclos.
Aunque la supervisión de la almohadilla no resolverá todos los problemas de moldeo por inyección, es una de las formas más sencillas de empezar a reducirlos. Y abordar los problemas de amortiguación a tiempo evita que los pequeños problemas se conviertan en grandes defectos.
¿Y usted? ¿Qué tipo de problemas has visto por un cojín de fusión insuficiente? Házmelo saber en los comentarios.