El destalonado es uno de los conceptos más comunes y a la vez más confusos del moldeo por inyección. Como profesional fabricante de moldeo por inyección de plásticoA menudo recibo preguntas de los clientes sobre qué son los rebajes y cómo diseñar piezas con ellos.
En esta completa guía, le explicaré todo lo que necesita saber sobre los rebajes en el moldeo por inyección, desde qué son hasta por qué son importantes y cómo implementarlos con éxito en sus moldes. Tanto si es nuevo en el moldeo por inyección como si es un profesional experimentado, aquí aprenderá algo nuevo.
¿Qué es el destalonado en el moldeo por inyección?
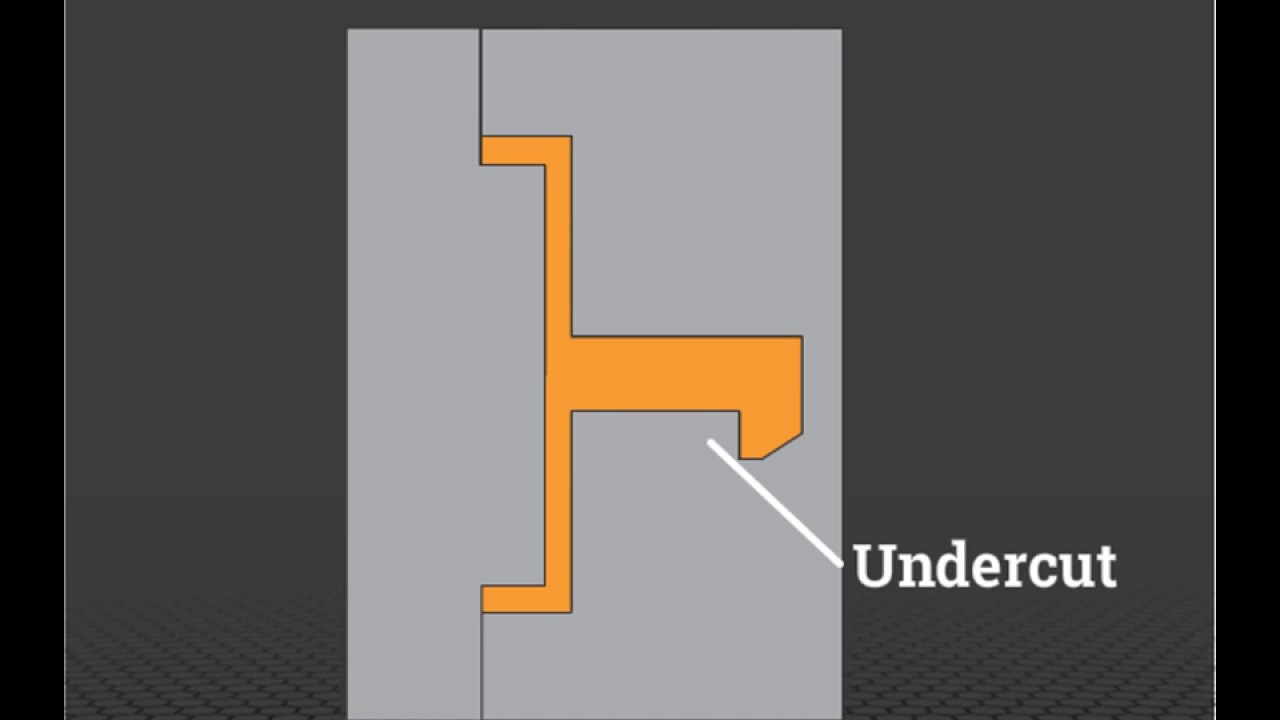
En pocas palabras, un socavado en moldeo por inyección es cualquier elemento que impida que la pieza salga directamente del molde. Las muescas crean salientes o hendiduras que impiden que la pieza salga limpiamente cuando se abre el molde.
Algunos ejemplos comunes de socavones son:
- Hilos
- Encaje a presión
- Tragamonedas
- Agujeros
- Texturas
Sin una forma de evitar el socavado, la pieza quedaría atascada en el molde y no podría salir.
Las socavaduras pueden producirse tanto en la superficie interior como en la exterior de una pieza. Recortes exteriores son rasgos que sobresalen de la superficie exterior, mientras que rebajes internos son hendiduras que se introducen en la pieza.
¿Por qué son importantes los rebajes en el moldeo por inyección?
Los rebajes pueden parecer elementos molestos que hay que evitar, pero cumplen importantes funciones en las piezas de plástico. Estas son algunas de las principales razones por las que se utilizan:
1. Habilitar funciones de enclavamiento/conexión
Los rebajes permiten encajar piezas como broches, ranuras y roscas que permiten unir componentes de plástico. Estas características suelen ser vitales para productos como juguetes, envases y electrónica de consumo.
Por ejemplo, un tapón de botella roscado necesita rebajes en la superficie interior para agarrarse al cuello de la botella. Sin ellas, el tapón se deslizaría en lugar de sellarse.
2. Mejorar la fuerza y la rigidez
Los rebajes pueden reforzar las piezas creando vigas en I y cerchas en la superficie interior. Los salientes ayudan a reforzar las paredes finas contra las fuerzas de flexión y alabeo.
Al colocar los rebajes de forma óptima, se puede maximizar la resistencia sin utilizar material en exceso ni hacer paredes demasiado gruesas.
3. Función de la pieza de asistencia
En muchos casos, los rebajes contribuyen directamente al funcionamiento de una pieza de plástico. Por ejemplo, los conectores de tuberías dentadas utilizan los rebajes para crear un sellado hermético en los sistemas de flujo de fluidos.
Las estrías en ángulo sujetan los tubos para evitar fugas y separaciones bajo presión. Si se eliminaran los rebajes, los conectores perderían toda su eficacia.
4. Reducir el mecanizado posterior al moldeo
En lugar de mecanizar geometrías complejas después del moldeo, los rebajes permiten conformar la forma completa en el proceso de inyección. Esto ahorra pasos de procesamiento secundarios.
Por ejemplo, una pieza que necesite roscas internas de precisión podría moldearlas directamente utilizando machos plegables en lugar de roscarlas después.
5. Mejorar la estética
Los rebajes ofrecen más libertad para crear texturas, patrones y contornos decorativos en las superficies exteriores visibles. Sin ellas, la mayoría de las piezas moldeadas por inyección serían bastante sencillas.
Por ejemplo, los rebajes permiten crear texturas de madera y cuero en componentes de plástico.
Ahora que ya sabe qué son los rebajes y por qué son importantes para los componentes moldeados por inyección, veamos cómo aplicarlos realmente...
Cómo utilizar con éxito las socavaduras en el moldeo por inyección
El moldeo de piezas con socavados requiere herramientas y técnicas especializadas en comparación con los moldes simples de tiro recto.
Si se diseñan mal, los rebajes pueden hacer que las piezas sean imposibles de fabricar o que su producción requiera equipos costosos.
He aquí 7 consejos de diseño para aplicar con éxito los rebajes:
1. Utilizar topes para piezas flexibles
Cuando el material es lo suficientemente flexible, eliminaciones forzosas permiten moldear pequeños destalonamientos. Un bump off es un inserto que deja espacio extra para que la pieza de plástico se deforme momentáneamente al liberarse.
Los topes funcionan bien para piezas fabricadas con elastómeros termoplásticos (TPE), caucho, polietileno y otras resinas flexibles. Evitan que se muevan los componentes del molde.
Sin embargo, la profundidad de corte está limitada a lo que el material puede recuperar sin que se fije permanentemente. Además, los topes colocados cerca de nervaduras o paredes rígidas pueden desgarrarse en lugar de soltarse limpiamente.
2. Incorporar cierres para rebajes internos
Cierres son protuberancias que forman un espacio negativo dentro de una pieza de plástico. Como su nombre indica, cierran el paso a una zona específica de la cavidad del molde.
Los cierres fijados a una mitad del molde se deslizan en una abertura de la otra mitad. Permiten realizar rebajes internos sin necesidad de acciones laterales.
Las aplicaciones más comunes incluyen agujeros, asas y ganchos de ajuste a presión. Asegúrese de incluir un bolsillo para el espacio libre de cierre. Además, añada calado para facilitar el montaje sin atascos.
3. Utilizar machos laterales para rebajes externos profundos
A núcleo lateral es un inserto retráctil que forma un destalonado y luego se desprende lateralmente de la pieza solidificada. Los machos laterales suelen formar roscas, crestas y protuberancias externas más profundas de lo que permiten los bump offs.
Se fijan a las placas del molde y se accionan mediante pasadores de leva, cilindros hidráulicos o servomotores para moverse perpendicularmente, evitando obstrucciones. Los núcleos laterales añaden complejidad, pero permiten realizar socavados externos más profundos.
4. Especificar núcleos plegables para roscas interiores
Núcleos plegables son plaquitas segmentadas de acero para herramientas diseñadas para formar socavados y luego colapsarse radialmente para la retirada. Este método funciona muy bien para roscas internas y rebajes en espiral.
Los segmentos individuales se flexionan hacia dentro en secuencia, gracias al pasador cónico situado en el centro. Las aplicaciones más comunes van desde roscas de tapones de botellas hasta ejes de transmisión y piezas médicas.
5. Considerar operaciones secundarias para rebajes simples
Para la producción de bajo volumen, el postmoldeo operaciones secundarias presentan una forma más sencilla de lograr algunos rebajes. De este modo se evitan componentes de molde complejos.
Entre las operaciones de destalonado secundario más comunes se incluyen:
- Perforación de agujeros
- Roscado de orificios roscados
- Mecanizado de ranuras/texturas
- Contornos de corte por láser
Aunque ahorran costes de utillaje, las operaciones secundarias requieren pasos de proceso adicionales y tienen limitaciones de volumen en función del equipo.
6. Ajuste el ángulo de inclinación para facilitar la expulsión de la pieza
En caso de socavones, asegúrese de que borrador facilita la expulsión de la pieza. El ángulo de desmoldeo se refiere a la ligera conicidad añadida a las paredes verticales, normalmente de 1 a 3 grados. Esto ayuda a que la pieza de plástico salga limpiamente cuando se abre el molde.
Sin ángulo de inclinación, los elementos socavados podrían atascarse en el molde de acero y provocar daños por rozamiento o roturas. Aplique siempre un ángulo de desmoldeo cuando sea posible, a menos que sea absolutamente necesario obtener una pared perfectamente recta.
7. Asóciese con un moldeador por inyección experimentado
El recurso más valioso para realizar correctamente los rebajes es una empresa de moldeo por inyección con experiencia demostrada. Un moldeador experimentado ha creado moldes con todo tipo de características difíciles.
Al solicitar su opinión en las primeras fases del diseño, pueden guiarle hacia las mejores soluciones para sus necesidades de destalonado, optimizando al mismo tiempo la fabricabilidad. Esto le ahorrará dolores de cabeza en el futuro.
Preguntas frecuentes sobre las socavaduras en el moldeo por inyección
Aquí encontrará respuestas a algunas de las preguntas más frecuentes sobre el tratamiento de socavados en piezas de plástico moldeadas por inyección:
¿Son siempre malos los socavones?
No, los rebajes son muy útiles y a menudo no pueden evitarse para que la pieza funcione correctamente. La clave está en diseñarlas inteligentemente para su fabricación con las técnicas adecuadas.
¿Cómo se diseñan los rebajes?
Busque formas de cambiar la geometría o las características de división para abrir a lo largo de la separación del molde. Considere métodos de unión alternativos. Evalúe operaciones secundarias en su lugar. Explore componentes de molde especiales si es necesario.
¿Qué aspecto tiene un socavón?
Cualquier hendidura o protuberancia en las superficies interiores o exteriores que cruza la trayectoria de la abertura directa del molde. Ejemplos comunes son hilos, broches, agujeros a través de las paredes, nervaduras a través de los núcleos, etc.
¿Puede moldear por inyección socavones?
Sí, mediante la aplicación creativa de bump offs, núcleos laterales, núcleos plegables, operaciones secundarias y otros métodos especializados. Simplemente requiere más consideración en comparación con los diseños de tiro recto y solo calado.
¿Qué profundidad de socavado puede moldear?
La profundidad máxima depende en gran medida de factores como la flexibilidad del material, la geometría de la pieza, la técnica de moldeo elegida y los tiempos de ciclo aceptables. Los desbastes suelen permitir los rebajes más superficiales, mientras que las acciones mecánicas laterales complejas pueden formar rebajes más profundos.
Conclusión
Después de leer esta guía, debería tener una sólida comprensión de los conceptos de destalonado para aplicaciones de moldeo por inyección.
Los puntos clave son:
- Las socavaduras son protuberancias y hendiduras que impiden la tracción recta de la pieza
- Cuando se diseñan bien, mejoran la función y la fabricación
- Existen muchas técnicas para moldear diferentes tipos de socavados
- Incorporar teniendo en cuenta la complejidad del molde frente a las capacidades
Espero que estos consejos le ayuden a incorporar con confianza los rebajes para mejorar su próximo componente moldeado por inyección. Hágame saber en los comentarios si tiene alguna otra pregunta.