La contre-pression est un paramètre crucial mais souvent négligé dans le moulage par injection. Un réglage correct de la contre-pression améliore la cohérence d'un tir à l'autre et la qualité des pièces.
Dans ce guide complet, en tant que professionnel fabricant de moulage par injection de matières plastiquesJe vais vous aider à comprendre ce qu'est la contre-pression, pourquoi elle est importante et comment la régler, étape par étape.
Qu'est-ce que le moulage par injection à contre-pression ?
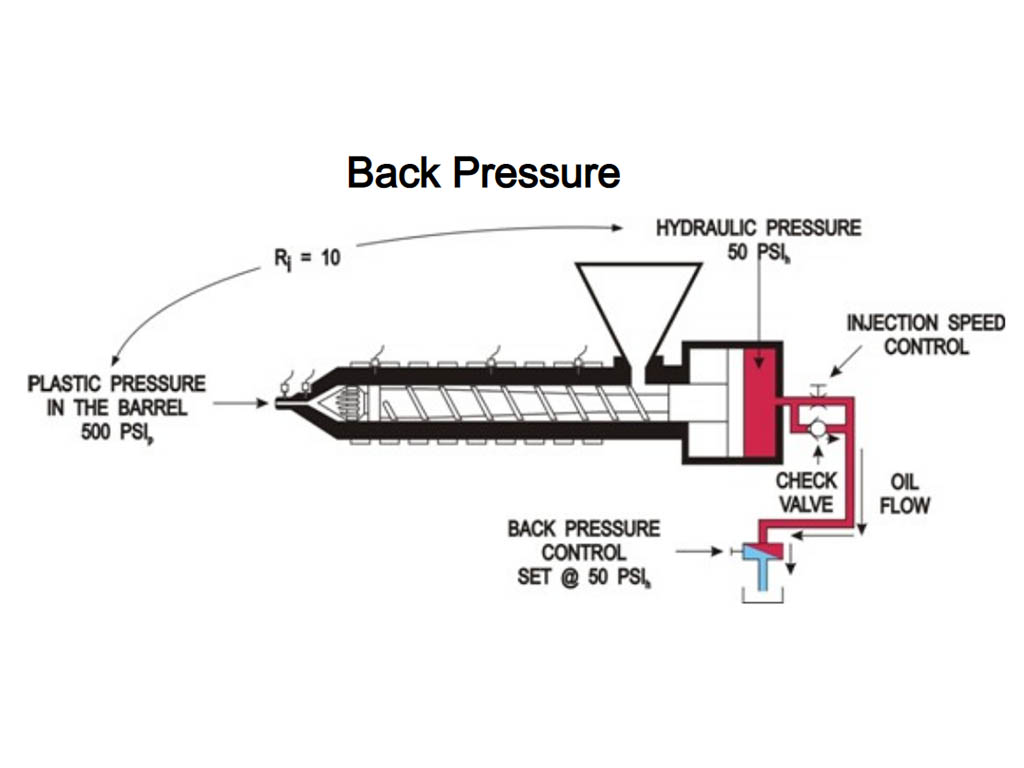
La contre-pression désigne la résistance opposée à la vis lorsqu'elle se remet en marche pour construire la grenaille suivante. Elle comprime le plastique devant le clapet anti-retour afin de garantir une taille et une densité constantes de la grenaille.
Une contre-pression plus élevée permet une meilleure uniformité de la matière fondue et un meilleur contrôle de la température sans augmenter la température de la matière fondue. Elle améliore également la dispersion des couleurs, la ventilation, la stabilité dimensionnelle et empêche la formation de vis sans fin.
Cependant, une contre-pression excessive peut endommager les résines renforcées et dégrader les plastiques sensibles à la température. Elle augmente également la durée des cycles.
Pourquoi le réglage de la contre-pression est-il important ?
Voici 5 raisons pour lesquelles il est important de régler correctement la contre-pression :
1. Taille des tirs cohérente
La compression par contre-pression comprime les molécules de manière à ce que chaque coup ait la même densité et le même poids. Cette constance est essentielle pour obtenir de bonnes pièces.
2. Meilleure qualité de la fonte
L'augmentation de la contre-pression permet de mélanger les additifs et les pigments de manière plus homogène sans augmenter la température de fusion. Cela permet d'obtenir une fusion lisse et uniforme.
3. Réduction de l'évasement et de l'éclair
En contrôlant la densité de la grenaille, la contre-pression permet d'éviter l'évasement, le flash et d'autres défauts liés à un remplissage irrégulier.
4. Changements de couleur plus rapides
La contre-pression permet de dégager plus efficacement le canon lors des changements de couleur en maintenant l'embout de la vis serré contre la gorge.
5. Pas de taches noires
Il minimise les écarts entre les vis afin d'éviter la dégradation du matériau et l'apparition de taches noires.
Quelle est la contre-pression nécessaire ?
En règle générale, une contre-pression hydraulique de 50 à 100 psi par pouce de diamètre de vis donne de bons résultats.
Ainsi, une vis de 3 pouces a besoin de 150 à 300 psi. Une contre-pression excessive risque d'entraîner des dommages ; il convient donc d'augmenter prudemment la pression par incréments de 50 psi jusqu'à ce qu'elle soit optimale.
Maintenir la contre-pression la plus basse possible tout en produisant de bonnes pièces. Chaque matériau et chaque moule ont des exigences uniques.
Comment régler la contre-pression dans le moulage par injection en 6 étapes
Suivez cette procédure de bonne pratique pour composer la contre-pression :
Étape 1 : Démarrer sans contre-pression
Réglez la contre-pression à zéro et établissez un processus de base. C'est votre point de référence.
Étape 2 : Augmenter la vitesse de rotation de la vis
Augmenter la vitesse de rotation de la vis par incréments de 25 à 50 tours par minute jusqu'à ce que le processus devienne incohérent en raison d'un échauffement par cisaillement trop important. Réduire alors légèrement la vitesse de rotation jusqu'à ce qu'elle soit stable.
Cela permet de déterminer le régime maximal que votre configuration peut supporter. Fixez maintenant le régime et ajustez simplement la contre-pression.
Étape 3 : Augmenter la contre-pression
Commencez par ajouter 50 à 100 psi de contre-pression. Laissez la machine se stabiliser et observez les changements de consistance.
Étape 4 : Répéter l'opération jusqu'à ce qu'elle soit optimale
Continuez à augmenter progressivement la contre-pression entre les tirs par paliers de 50 psi. Continuez jusqu'à la contre-pression maximale recommandée pour le matériau ou jusqu'à ce que vous obteniez la meilleure consistance.
Étape 5 : Affiner le réglage
Il se peut que vous trouviez le point idéal entre deux réglages de la contre-pression. Si c'est le cas, choisissez la valeur la plus basse pour avoir un peu plus de marge de sécurité.
Étape 6 : Confirmer avec le contrôle des données
Enfin, validez votre nouveau processus à l'aide de données de moulage scientifiques provenant des résultats critiques du processus (CPO). Les paramètres clés sont le poids/la taille de la grenaille et le temps de récupération de la vis.
Surveillez attentivement les variations d'un tir à l'autre. Si les valeurs s'écartent de plus de +/- 1%, il est probable que vous ayez besoin d'une contre-pression plus importante pour obtenir un processus réellement reproductible.
FAQ
La contre-pression affecte-t-elle la température de fusion ?
Non, la contre-pression a une influence négligeable sur la température de fusion. La vitesse de rotation de la vis est plus de 10 fois plus importante.
Pouvez-vous calculer la contre-pression nécessaire ?
Pas vraiment. La contre-pression optimale dépend fortement du matériau, colorantIl s'agit d'une question d'ordre technique, de conception des moules et d'autres facteurs. Il doit être déterminé de manière expérimentale.
Existe-t-il une limite maximale de contre-pression ?
Oui, la plupart des experts suggèrent de limiter la contre-pression à un maximum de 20% du tonnage maximal de l'unité d'injection. Une contre-pression excessive risque d'entraîner des dommages.
Pourquoi l'augmentation de la contre-pression augmente-t-elle la taille du projectile ?
Une contre-pression plus importante comprime les molécules de manière plus dense. Ainsi, pour un même volume de projectile, plus de matière est comprimée en place, ce qui augmente le poids du projectile.
Conclusion
Le réglage d'une contre-pression appropriée est essentiel pour un moulage par injection robuste et reproductible, avec des pièces de qualité constante.
Suivez ces 6 étapes en commençant par une contre-pression nulle, en maximisant initialement la vitesse de rotation de la vis, puis en augmentant la contre-pression par incréments jusqu'à ce que la consistance optimale soit cliniquement déterminée.
Obtenir une contre-pression correcte dès la première fois permet d'éviter des heures de débogage et des clients frustrés par la suite. Prenez le temps de la régler avec précision en utilisant des principes de moulage scientifiques pour un processus sans problème.