Les pièces filetées sont extrêmement courantes dans d'innombrables secteurs, qu'il s'agisse de raccords de plomberie, d'attaches ou de bouteilles en plastique. La création de composants filetés nécessite des techniques et des considérations particulières par rapport aux pièces en plastique conventionnelles. Dans ce guide complet, en tant que professionnel moulage par injection de plastique Je vais vous expliquer tout ce que vous devez savoir pour fabriquer des pièces en plastique filetées à l'aide du moulage par injection.
Aperçu des pièces filetées
Les pièces filetées contiennent des stries en spirale, appelées filets, qui leur permettent de s'assembler avec des filets correspondants. Les vis, les boulons, les écrous, les bouchons de bouteilles et les raccords de tuyaux sont quelques exemples de pièces filetées.
Le principal avantage des filetages est qu'ils forment une connexion solide, étanche et réutilisable sans nécessiter de soudure, de brasage ou d'adhésifs. Il suffit de faire tourner le composant fileté pour qu'il s'assemble parfaitement à la pièce correspondante.
Types de filets courants
Il existe plusieurs profils de filetage normalisés, notamment
- Norme de filetage unifié (UNC/UNF): Couramment utilisé à des fins générales aux États-Unis. Défini par l'angle du filetage, le pas et les diamètres.
- Filetage métrique ISO: La norme internationale avec un angle de filetage de 60°. Spécifie le pas et le diamètre du filetage.
- NPT/NPS: Pour les raccords de tuyauterie à filetage conique ou droit.
- ACME: Filetage trapézoïdal pour vis à tête et autres applications de transmission de puissance.
Le type de filetage doit être compatible avec le composant à assembler. Il est donc essentiel de sélectionner et de spécifier correctement les filetages.
Considérations clés pour les filetages moulés par injection
En raison de leur géométrie complexe, la production de caractéristiques filetées dans le plastique moulé par injection nécessite des composants de moule spéciaux et des considérations de processus par rapport au moulage conventionnel.
Voici quelques facteurs clés à prendre en compte :
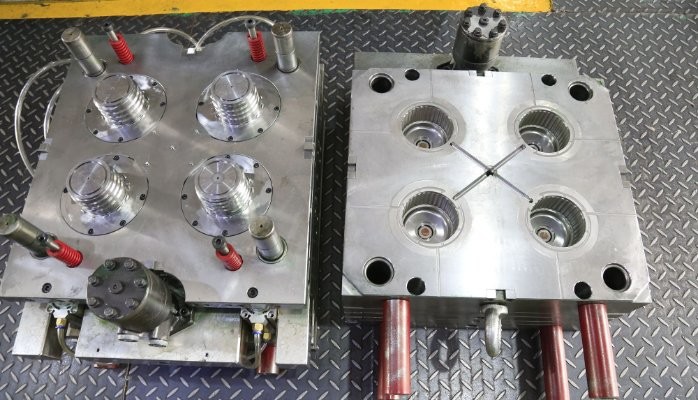
1. Composants du moule
- Cœurs filetés: Noyaux en acier trempé usinés avec le profil de filetage cible. Insérés dans la cavité du moule.
- Mécanismes de dévissage: Moyens automatiques ou manuels pour désengager les noyaux filetés de la pièce moulée.
- Noyaux latéraux: Peut produire des caractéristiques de contre-dépouille dans les filets pour éviter le fendillement.
2. Sélection des matériaux
- Les matériaux doivent présenter une résistance, une dureté et une ductilité suffisantes pour résister aux dommages causés par le filetage.
- Les charges telles que la fibre de verre réduisent la flexibilité du matériau lors du démoulage.
3. Conception des pièces
- Dessiner des angles pour faciliter le démoulage.
- L'uniformité de l'épaisseur de la paroi.
- Verrous de base minimaux.
L'obtention de ces paramètres est cruciale pour la production de pièces plastiques filetées fonctionnelles par moulage par injection.
Le processus de moulage par injection de filets étape par étape
Voici les phases clés de la fabrication de composants plastiques filetés par moulage par injection :
Étape 1 : Conception du moule
Le moule doit être usiné avec précision pour que des détails tels que les filetages puissent être reproduits avec exactitude dans les pièces moulées.
Les principales sous-étapes sont les suivantes
- Conception de la cavité du moule en fonction de la géométrie de la pièce.
- Fabrication d'inserts filetés pour cavités.
- Intégrer des fonctionnalités pour le retrait automatisé ou manuel des noyaux.
Toute contre-dépouille dans les filets peut nécessiter des cames ou des glissières à action latérale pour éviter d'obstruer l'éjection.
Étape 2 : Assemblage du moule
Avant la production, le moule doit être assemblé et calibré :
- Les tiges filetées et les blocs sont insérés dans les moitiés du moule.
- L'alignement de la cavité est confirmé afin de minimiser les bavures autour des filets.
- Tous les composants de l'action latérale sont orientés.
- Les canaux de refroidissement sont connectés.
Étape 3 : Moulage par injection
Le moule complet est ensuite monté dans une machine de moulage par injection de plastique pour commencer la production de pièces.
Le cycle de base comprend
- Serrage - Les deux moitiés du moule sont pressées l'une contre l'autre sous l'effet d'une très forte pression.
- Injection - Le plastique en fusion surchauffé remplit la cavité du moule par l'intermédiaire de canaux et de portes.
- Refroidissement - Après le remplissage complet de l'empreinte, les canaux de refroidissement et les parois du moule refroidissent le plastique.
- Ejection - Les broches éjectent la pièce en plastique solide du moule. Les filets sont formés dans la cavité.
- Réinitialisation - Le moule se ferme lorsque des mécanismes automatisés rétractent les noyaux latéraux et éjectent les noyaux filetés.
Le moule s'ouvre alors, les pièces sont retirées et le cycle automatisé se répète en continu.
Le réglage fin des paramètres de moulage tels que la température de la matière fondue, la vitesse d'injection et le temps de refroidissement est nécessaire pour obtenir des pièces filetées de haute qualité.
Étape 4 : Post-traitement
- Les pièces sont découpées, finies et contrôlées après le moulage.
- Les contrôles fonctionnels évaluent l'intégrité du filetage en testant le montage avec du matériel fileté correspondant.
- Les pièces acceptées sont emballées et expédiées. Les pièces défectueuses sont mises au rebut ou broyées.
En construisant des moules robustes et en réglant correctement les paramètres du processus lors des premières séries d'échantillonnage, le moulage par injection peut produire de manière fiable des composants en plastique avec des détails de filetage complexes.
Questions fréquemment posées
Peut-on mouler n'importe quel plastique avec des filets ?
- Techniquement, oui, mais chaque matériau a des exigences différentes en fonction de sa viscosité, de son retrait, de sa flexibilité, etc. Plastiques amorphes et semi-cristallins comme le nylon, l'acétal, le polypropylène, ABS sont mieux adaptés aux pièces filetées.
Combien de filets par pouce (TPI) peuvent être moulés ?
- En règle générale, les filets en plastique doivent avoir des pas plus grossiers que les filets en métal. Un pas de 10 à 20 TPI est généralement préférable pour éviter d'endommager prématurément les filets dans les matières plastiques. Les pas ultrafins inférieurs à 20 TPI nécessitent un moulage de très haute précision.
Quelle tolérance peut être maintenue sur les filets moulés par injection ?
- Avec un outillage de précision et un contrôle des processus, les filetages moulés peuvent atteindre des tolérances 3-5% assez étroites en fonction du plastique utilisé. Mais en général, les filets en plastique ont intrinsèquement des tolérances plus faibles que les filets en métal usinés ou forgés.
Le soudage par ultrasons est-il adapté à l'assemblage de pièces plastiques filetées ?
- Le soudage par ultrasons provoque un écoulement et une déformation du matériau. Il n'est donc généralement pas adapté à la fixation de pièces en plastique filetées, qui dépendent de dimensions précises pour fonctionner efficacement. Il est plutôt recommandé d'assembler les pièces filetées à l'aide de techniques de fixation conventionnelles.
Principaux enseignements
- Des noyaux et des composants de moules spécialisés permettent le moulage par injection de filets en plastique.
- La flexibilité du matériau et les angles de dépouille minimisent les dommages causés par le démoulage.
- Les mécanismes de dévissage automatisés améliorent la qualité et réduisent les coûts.
- Des filets et des surépaisseurs plus grossiers permettent de s'adapter à des variations plus importantes du processus de fabrication du plastique.
En prêtant attention à la conception du moule, à l'attribution des tolérances et aux caractéristiques des matériaux, il est possible de fabriquer des composants filetés complexes en plastique par moulage par injection de manière économique à l'échelle industrielle.