Le temps d'emballage est une phase critique mais souvent mal comprise du processus de moulage par injection. En tant que professionnel fabricant de moulage par injectionPour vous aider à comprendre ce qu'est le temps d'emballage, pourquoi il est important et comment se déroule le processus, je vous propose de vous aider à clarifier les choses.
Qu'est-ce que le temps d'emballage dans le moulage par injection ?
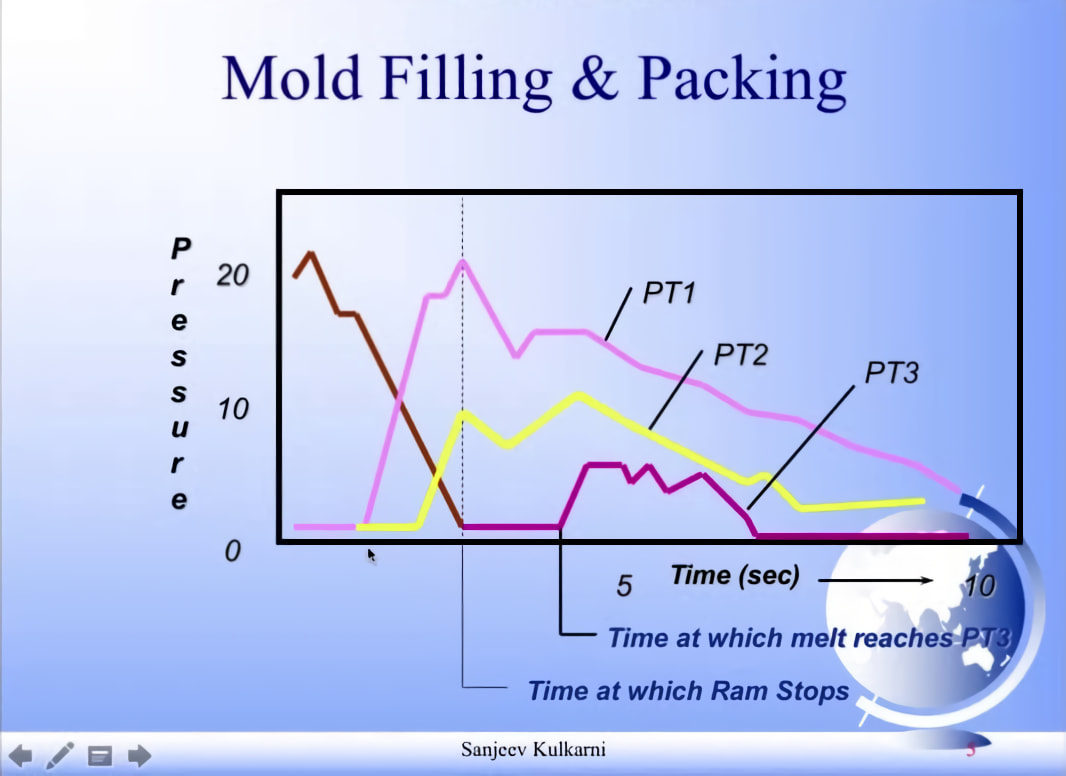
Le temps d'emballage dans le moulage par injection fait référence à la période pendant laquelle de la matière supplémentaire est injectée dans le moule après la phase initiale de remplissage. Cette phase est cruciale pour compenser le retrait de la matière qui se produit lorsque le plastique se refroidit et se solidifie.
L'importance du temps d'emballage
Le temps de tassement nous permet de tasser davantage de plastique fondu dans la cavité du moule. Ce matériau supplémentaire est comprimé lorsque le plastique commence à se solidifier.
Pourquoi devons-nous ajouter ce plastique supplémentaire ? Lorsque les polymères fondus refroidissent, les molécules commencent à se rapprocher les unes des autres. Cela fait rétrécir la pièce finale. Ce n'est pas bon !
En ajoutant du matériau dans la cavité, nous pouvons compenser ce rétrécissement. Le résultat final ? Des pièces qui répondent exactement à nos spécifications. Cha-ching !
Maintenant, vous pouvez penser :
Ne puis-je pas simplement remplir le moule 100% pendant la phase d'injection initiale ?
Excellente question ! Lorsque le plastique est en fusion, il est compressible. Ainsi, même si vous penser que vous avez rempli complètement la cavité, il est probable que ce ne soit pas le cas.
Le temps de l'emballage nous donne ce petit coup de pouce dont nous avons besoin pour faire le plein.
L'analogie n'est pas parfaite, mais pensez à faire votre valise.
Vous pouvez vous entasser dans des vêtements jusqu'à ce que vous penser vous avez rempli chaque centimètre carré. Mais on a toujours l'impression de pouvoir glisser quelques paires de chaussettes supplémentaires après avoir sauté sur la valise.
Le plastique fondu fonctionne de la même manière. La phase d'emballage nous donne l'occasion de sauter sur la valise.
Voyons comment fonctionne exactement le temps d'emballage...
Le processus du temps d'emballage
Le temps d'emballage se déroule généralement en trois étapes distinctes :
1. Remplir
Cette phase d'injection initiale remplit environ 95-98% de la cavité du moule. Je dis "environ" parce que le plastique chaud est compressible. Il est donc impossible de remplir un pourcentage précis.
Pendant cette période de remplissage, la vitesse d'injection est très importante. Nous voulons injecter le plastique aussi vite que possible avant qu'il ne commence à refroidir.
Une fois la cavité presque complet, nous passons du contrôle de la vitesse à...
2. Emballage
Nous appliquons maintenant une pression de tassement. Cette pression supplémentaire permet d'injecter du matériau supplémentaire pour compenser le rétrécissement.
Notre objectif est de remplir complètement la cavité et de geler la porte (afin qu'aucune fuite de plastique fondu ne se produise).
Il faut éviter d'exercer une pression trop forte. Une force excessive peut "tasser" le moule et provoquer des bavures et d'autres défauts.
Pour trouver le point idéal, il faut tester et optimiser la pression de l'emballage.
3. Tenir
L'étape finale consiste à maintenir la pression d'emballage jusqu'à ce que la porte se fige complètement. Le plastique est maintenant emballé de manière étanche - il n'y a plus de place pour le rétrécissement.
Nous entrons dans le temps de maintien une fois que la pression de tassement a atteint l'équilibre. Cela empêche le matériau de refluer lorsque la porte se solidifie.
Une bonne synchronisation permet d'éviter les marques d'enfoncement, les déformations et d'autres problèmes de qualité.
La durée varie en fonction du matériau. viscositéépaisseur de la pièce, etc.
Combien de temps doit durer l'emballage ?
La durée de l'emballage dépend de plusieurs facteurs :
- Matériau utilisé : Les polymères plus visqueux nécessitent des temps de conditionnement plus longs.
- Complexité des moules : Les formes de base s'emballent plus rapidement que les géométries complexes.
- Taille de la pièce : Les composants plus volumineux nécessitent un emballage plus long.
- Normes industrielles : Les dispositifs médicaux sont souvent soumis à des exigences plus strictes.
En règle générale, l'emballage ne dure qu'une fraction du cycle d'injection global :
- Cycle typique - 25 secondes
- Remplissage typique - 5 secondes
- Paquet type - 2 secondes
Mais quel que soit le délai, notre priorité absolue est la qualité des pièces. Nous voulons éviter les défauts tels que le rétrécissement, le gauchissement et les marques d'enfoncement.
N'hésitez donc pas à modifier les durées d'emballage jusqu'à ce que vous obteniez la durée optimale.
A retenir
La phase d'emballage du moulage par injection est essentielle, mais complexe. Récapitulons rapidement :
- Le temps d'emballage permet d'ajouter du matériau pour compenser le rétrécissement. Cela permet d'éviter les défauts des pièces et les problèmes dimensionnels une fois le plastique refroidi.
- La durée de l'emballage est courte par rapport à la durée totale du cycle. Mais il ne faut pas hésiter à optimiser le temps pour améliorer la qualité.
- La pression et le temps doivent s'équilibrer pour remplir complètement le moule et geler la porte.
Un ajustement d'une seconde ici ou de 100 psi là peut avoir d'énormes répercussions sur la qualité et l'efficacité des pièces. Faites du temps d'emballage une priorité absolue pour l'optimisation du processus.
Obtenir un temps d'emballage correct nécessite des tests, des données et de l'expérience. Mais l'investissement en vaut la peine pour les entreprises qui s'engagent sérieusement en faveur de la qualité des pièces.
Plongez dans la science de l'emballage et faites passer la qualité de votre moulage par injection au niveau supérieur !