Le court-circuit est l'un des défauts les plus courants dans le moulage par injection. Il se produit lorsque le plastique fondu ne remplit pas complètement la cavité du moule pendant le processus d'injection. Il en résulte une pièce incomplète présentant des défauts tels que des vides, des marques d'enfoncement ou des zones minces.
Comprendre ce qui cause les coups courts et comment les éviter est essentiel pour toute personne impliquée dans le moulage par injection, qu'il s'agisse de faire fonctionner les machines ou de concevoir les moules. Poursuivez votre lecture, en tant que professionnel fabricant de moulage par injection de matières plastiquesDans cet article, j'analyse ce problème courant auquel est confrontée l'industrie du moulage par injection.
Qu'est-ce qu'un tir court ?
Commençons par définir correctement ce qu'est un tir court dans le domaine du moulage par injection :
On parle de tir court lorsque la matière plastique en fusion ne remplit pas entièrement la cavité du moule, laissant des parties de la pièce moulée incomplètes, souvent à l'extrémité la plus éloignée de la porte.
Cela donne à la pièce en plastique des vides ou des trous involontaires et crée des défauts esthétiques et fonctionnels qui la rendent inutilisable.
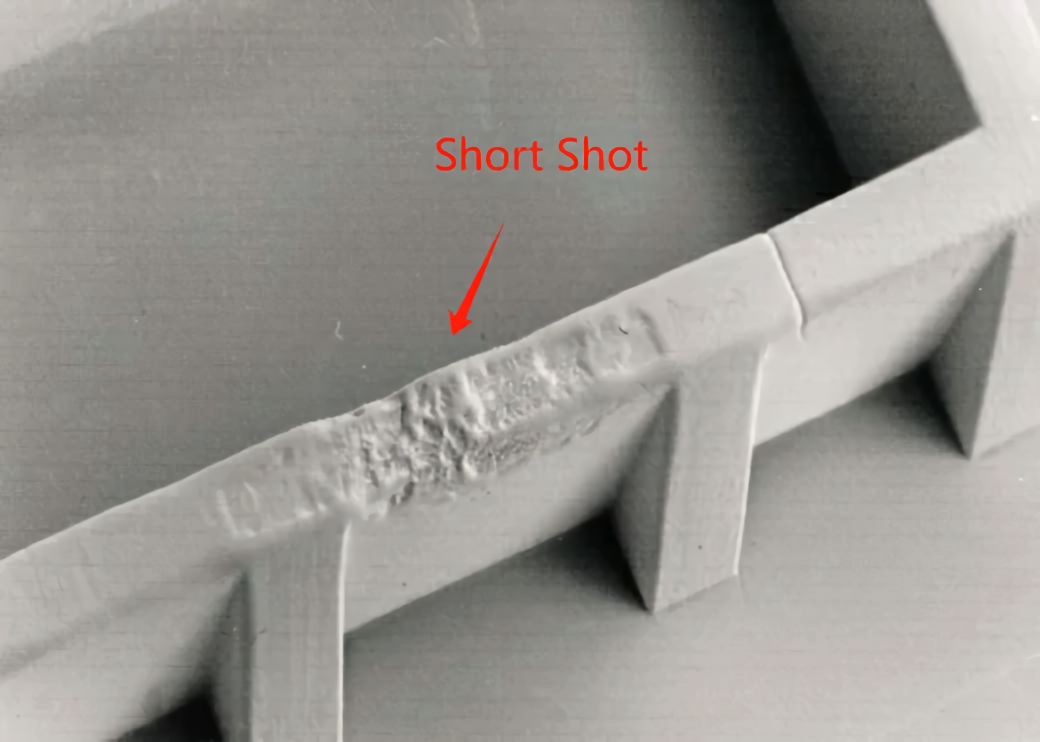
Comme vous pouvez le voir sur l'image ci-dessous, l'écoulement incomplet de la matière plastique a laissé une grande partie de la pièce inachevée, ce qui la caractérise clairement comme un coup court :
Le principal indicateur d'un tir court est la section non remplie. Cependant, d'autres signes peuvent également aider à identifier le problème :
- Marques d'enfoncement, déformation ou fissures visibles
- Épaisseur de paroi non uniforme
- Défauts dans la performance des heures supplémentaires ou dans la fonctionnalité prévue
Quelles sont les causes des tirs courts dans le moulage par injection ?
Maintenant que vous savez comment reconnaître un court-circuit, examinons les causes de ce défaut courant dans le domaine du moulage par injection :
Pression d'injection insuffisante
L'une des causes les plus fréquentes des tirs courts est que la pression d'injection ne parvient pas à remplir le moule. Les raisons sont les suivantes :
- Capacité de la machine trop faible
- Perte de pression due à de grandes longueurs de couloirs
- Orifice de buse plus petit limitant le débit
Pour y remédier, il faut d'abord s'assurer que la machine de moulage par injection dispose d'une capacité de serrage suffisante pour le moule en question. L'utilisation d'un orifice de buse plus grand permet également de surmonter les pertes de pression restrictives.
Congélation prématurée
Lorsque le plastique fondu s'écoule dans le moule, le plastique situé près des parois du moule commence à se solidifier. Cette couche gelée s'épaissit au fur et à mesure que le matériau se remplit et finit par bloquer l'écoulement si elle devient trop épaisse.
Des températures insuffisantes et un refroidissement inadéquat entraînent une solidification prématurée.
Epaisseur inégale de la paroi
Si la pièce est composée de sections épaisses et minces, les zones minces se solidifient souvent avant que les zones épaisses ne se remplissent complètement. Ce déséquilibre entrave l'écoulement du plastique et provoque des coups courts.
Un refroidissement adéquat du moule et l'utilisation de matériaux thermoconducteurs tels que aluminium ou du cuivre dans ces zones peut empêcher une solidification prématurée.
Ventilation inadéquate
L'air emprisonné provoque une résistance à l'avancement du plastique fondu. L'absence d'espace pour l'évacuation de cet air peut entraîner des tirs courts.
Des évents doivent être placés à l'extrémité des points de remplissage pour permettre à l'air de s'échapper.
Questions relatives à l'emplacement et à la taille des portillons
Une porte décentrée rend difficile le remplissage de l'extrémité la plus éloignée du moule. Les petites portes limitent également le flux de matériau, ce qui augmente les risques de courts tirages.
Des vannes correctement placées et dimensionnées garantissent un remplissage en douceur sans solidification prématurée.
Propriétés d'écoulement des matériaux
Les résines plastiques à forte viscosité s'écoulent lentement et peuvent se solidifier avant d'être complètement remplies. De même, les variations de la teneur en humidité et de la composition affectent également l'écoulement.
Le choix de matériaux à faible viscosité adaptés à des moules complexes permet d'éviter les coups courts. Une manipulation et un séchage corrects des résines plastiques améliorent également la fluidité.
Comment prévenir les tirs courts
Maintenant que vous connaissez les causes habituelles des défauts de grenaille, voici quelques moyens de les éviter dans votre production de moulage par injection :
Augmenter la pression d'injection
L'augmentation de la pression d'injection donne au matériau l'élan nécessaire pour remplir des cavités complexes. Mais attention à ne pas dépasser la capacité du moule ou de la machine.
Optimiser les températures du processus
Des températures plus élevées pour le tonneau et le moule permettent de maintenir le plastique en fusion plus longtemps, ce qui réduit les problèmes de solidification. Mais ne dépassez pas les limites des matériaux.
Améliorer la ventilation
Ajoute des évents aux endroits problématiques pour que l'air emprisonné puisse s'échapper en douceur sans s'opposer à l'écoulement du plastique.
Prise en compte des propriétés d'écoulement des matériaux
Tenir compte de la viscosité de la résine, des exigences en matière de séchage et de stockage lors de la sélection des matériaux afin d'éviter les incohérences d'écoulement.
Conception pour la fabrication
Simplifier les géométries. Équilibrer les épaisseurs de paroi. Se soucier de l'emplacement et du dimensionnement des portes. Le logiciel de simulation permet d'analyser virtuellement les zones problématiques.
Comment résoudre les problèmes de tirs courts
Malgré les meilleures tentatives de prévention, les tirs courts se produisent toujours en raison de la nature intrinsèquement stochastique des processus de moulage par injection. Certaines méthodes permettent toutefois de résoudre rapidement les problèmes liés aux tirs courts :
Test du tir court
Créer intentionnellement des tirs courts en désactivant les pressions d'emballage. Analyser les échantillons pour identifier les points problématiques et les causes probables.
Surveillance des processus
Suivi du temps de remplissage, de la vitesse/pression d'injection et des profils de température en temps réel. Les tendances des données indiquent les écarts par rapport au processus optimal.
Logiciel de simulation
Simuler virtuellement des modèles de remplissage dans différentes conditions de traitement. Optimiser le processus sur la base des prévisions.
Pour détecter et résoudre les défauts de type "short shot", il faut en comprendre les causes, les méthodes de prévention et les techniques de dépannage. La maîtrise de ces concepts est essentielle pour produire efficacement des composants moulés par injection de plastique entièrement formés et de haute qualité.
Voilà qui conclut ce guide sur ce qu'impliquent les tirs courts dans le secteur du moulage par injection, sur leurs causes et sur la manière d'y remédier par le biais de mesures de prévention et de dépannage appropriées. Faites-moi savoir dans les commentaires si vous avez d'autres conseils pour résoudre les problèmes de courts-circuits dans votre usine de moulage par injection !