Le moulage par injection est un processus de fabrication omniprésent utilisé pour produire des pièces et des produits en plastique à grande échelle. Le moulage par injection étant l'une des méthodes les plus courantes de production de pièces en plastique au niveau mondial, il est important pour toute personne impliquée dans la fabrication ou la conception de produits de comprendre le moulage par injection, y compris les concepts clés tels que les puits à froid.
Dans ce guide complet, en tant que professionnel fabricant de moulage par injection de matières plastiquesDans cet article, nous verrons ce qu'est exactement un puits de refroidissement, pourquoi il est important dans le moulage par injection et comment concevoir correctement des puits de refroidissement pour optimiser les performances du moule. C'est parti !
Qu'est-ce qu'un puits de limaces froides ?
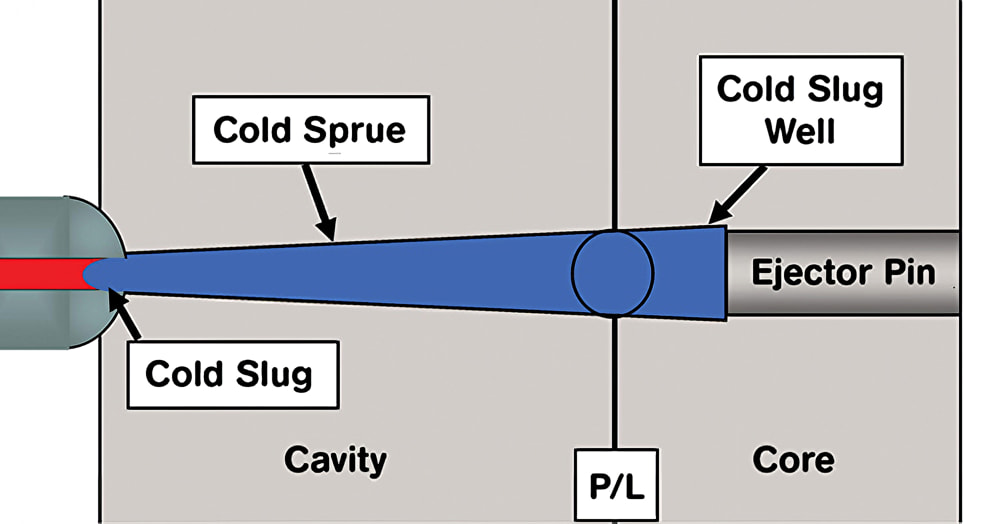
A puits de limace froide est un petit réservoir ou une cavité qui est délibérément conçu dans le système de coulée ou dans la zone de la porte d'un moule d'injection.
L'objectif principal du puits de boue froide est de capturer et de contenir la boue froide - un petit volume de plastique solide et refroidi qui se forme souvent à l'extrémité de la buse d'injection au cours des processus de moulage.
Qu'est-ce que le puits de Cold Slug dans le moulage par injection ?
Il s'agit d'un petit réservoir intégré au moule qui capture les morceaux de plastique solides susceptibles de se former à l'extrémité de la buse, les empêchant ainsi de provoquer des défauts tels que des imperfections de surface ou des lignes de tricotage. L'emplacement et la conception stratégiques des puits de Cold Slug permettent de garantir la constance de la qualité des pièces.
Pourquoi les limaces froides se forment-elles ?
Les limaces froides se forment par intermittence à l'extrémité de la buse pour deux raisons essentielles :
- Perte de chaleur - La pointe de la buse perd de la chaleur au profit de l'air ambiant et de l'acier froid du moule pendant les périodes d'inactivité. Cela peut entraîner le refroidissement et la solidification du plastique résiduel.
- Différences de température - Il existe un écart de température important entre le canon/buse chauffé (200-300°C) et les cavités du moule refroidies (<100°C). Cela amplifie les problèmes de solidification du matériau au niveau de la porte.
Par conséquent, les limaces froides commencent à prendre forme lorsque l'extrémité de la buse ou la zone de l'obturateur entre en contact avec des composants plus froids du moule, ce qui fait que le plastique fondu chaud perd rapidement de la chaleur et se solidifie.
Problèmes causés par les limaces du froid
Si ces limaces froides pénètrent dans la cavité du moule, elles peuvent causer toutes sortes de problèmes :
- Défauts de surface (par exemple, fissures, vides, cloques)
- Lignes de soudure/tricot visibles dues à l'obstruction du flux de matériau
- Propriétés mécaniques réduites
- Remplissage incohérent entraînant des tirs courts
Heureusement, c'est là que Puits d'eau froide briller...
Le rôle du puits de limaces froides
Comme leur nom l'indique, les puits de boues froides permettent de contenir, de capturer et d'isoler les boues froides pendant la séquence de moulage par injection.
En séquestrant les lopins froids avant qu'ils n'atteignent la cavité du moule, les puits de lopins froids évitent les défauts et maintiennent la constance de la qualité des pièces.
En outre, les puits de refroidissement aident à stabiliser les processus de moulage en favorisant un écoulement régulier de la matière fondue. Cela minimise les variations de cycle et les fluctuations au démarrage après que le tonneau a été mis à l'arrêt.
Maintenant que nous comprenons l'importance des puits d'extraction à froid, examinons les meilleures pratiques en matière de conception de puits d'extraction à froid...
Lignes directrices pour la conception d'un puits d'extraction à froid
Il est essentiel de mettre en œuvre correctement les puits de refroidissement pour optimiser les performances des moules d'injection. Suivez les lignes directrices suivantes lors de la conception de vos puits d'injection à froid :
1. Positionnement stratégique
Il est important de localiser tactiquement vos puits de limaces froides en fonction de la dynamique de l'écoulement et des endroits où les limaces froides sont susceptibles de s'accumuler.
Idéalement, le puits de refroidissement doit être placé à l'extrémité des canaux primaires ou à l'endroit où se produisent les principales convergences de flux de matière fondue avant les vannes. Cela permet d'intercepter les limaces froides juste avant l'injection de la cavité.
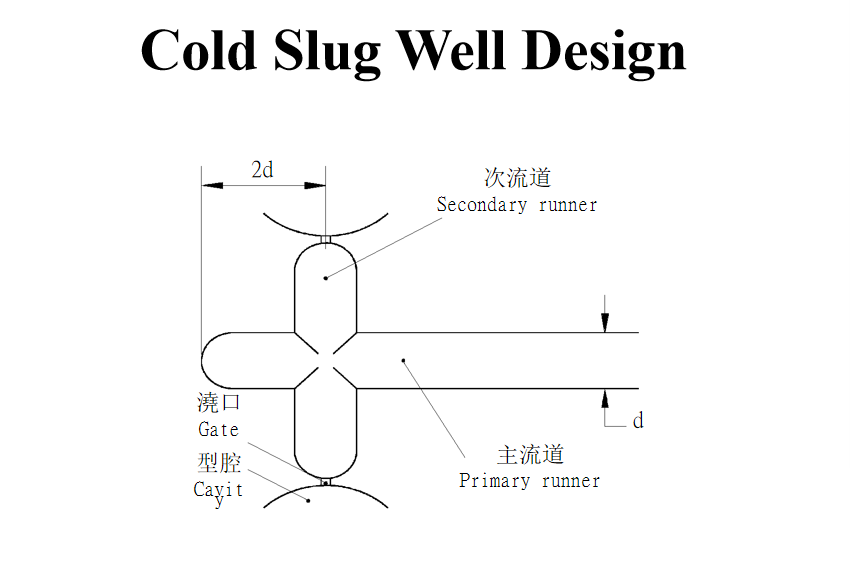
Figure 1. Exemple d'un bouchon froid positionné stratégiquement bien avant la porte du moule.
La géométrie de la porte et les paramètres de traitement influencent également le positionnement. Consultez le concepteur de votre moule pour déterminer les emplacements optimaux.
2. Dimensionnement adéquat
Lors du dimensionnement d'un puits de Cold Slug, il faut veiller à ce que le volume soit suffisant pour contenir la formation de Cold Slug attendue, tout en évitant l'excès d'espace.
Les puits surdimensionnés peuvent permettre à une trop grande quantité de matériau de s'accumuler, ce qui a pour effet d'affamer les pièces et d'allonger les cycles.
Inversement, des puits sous-dimensionnés peuvent entraîner un débordement dans les cavités. Ces deux scénarios vont à l'encontre de l'objectif du puits de refroidissement.
En règle générale, la taille de la balle froide doit être d'environ 20-30% plus grande que la largeur de la coulisse primaire. Cela permet d'augmenter la marge sans introduire de risques de mutualisation.
3. Considérations relatives à la fusion des flux
Lors de la mise en œuvre de puits dans des moules à portes multiples avec un flux de matière fondue convergent, il convient d'examiner attentivement la dynamique au niveau des fusions de flux.
Dans ce cas, il faut prévoir suffisamment d'espace dans le puits pour contenir les limaces provenant de TOUS les coureurs principaux. Si l'on ne tient pas compte de l'écoulement global, l'efficacité du puits risque d'être réduite à néant.
4. Construction robuste
Bien que les puits froids ne supportent pas les pressions d'injection, ils subissent tout de même des forces thermomécaniques importantes.
Construire des puits à partir de des matériaux de moulage robustes et durables - généralement pré-durci aciers à outils inoxydables (P20, PX5). Les matériaux durables évitent les problèmes d'érosion ou de déformation au fil du temps.
Résumé des puits de Cold Slug
Dans le domaine du moulage par injection, les puits de refroidissement sont des polices d'assurance vitales contre les défauts et les incohérences des produits moulés.
En interceptant les gouttes solidifiées de la buse avant qu'elles n'atteignent les cavités du moule, les puits de refroidissement préservent la qualité des pièces.
Un placement judicieux par rapport aux vannes/canalisations garantit une capture complète des limaces froides. En outre, un dimensionnement adéquat permet d'éviter les problèmes tels que les tirs courts ou la formation de flaques.
En prêtant attention au positionnement, aux dimensions et à la dynamique du moulage, les puits de refroidissement éliminent les obstructions de flux, ce qui permet de réaliser des processus de moulage optimisés et reproductibles.
Maintenant que vous comprenez mieux les puits à froid, vous êtes bien équipé pour les mettre en œuvre dans vos futurs moules d'injection !