Qu'est-ce que le flash dans le moulage par injection ?
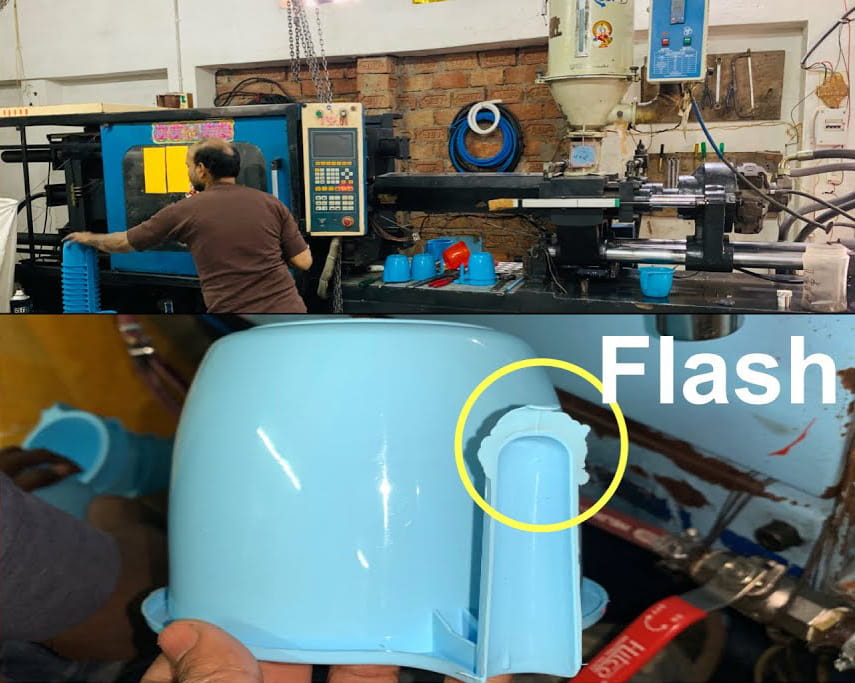
Qu'est-ce que la bavure dans le moulage par injection ? La bavure désigne l'excès de plastique qui s'échappe de la cavité du moule au cours du processus de moulage par injection. Il laisse de minces "lambeaux" de plastique attachés à la pièce finale.
Bien qu'une petite quantité de flash soit courante, une trop grande quantité peut avoir un impact négatif sur l'apparence, la texture et l'assemblage des composants moulés par injection.
Dans ce guide complet, en tant que professionnel de la plasturgie, vous trouverez des informations sur la manière dont vous pouvez vous protéger contre les risques d'infection. fabricant de moulage par injectionJe couvrirai tout ce que vous devez savoir sur le flash, y compris.. :
- Causes courantes des défauts de flashage
- Solutions pour minimiser le flash
- Meilleures pratiques pour le traitement des flashs
Plongeons dans l'aventure !
Quelles sont les causes de l'éclair dans le moulage par injection ?
Le flash se produit lorsque le plastique en fusion s'échappe de la cavité du moule où la pièce est formée. Ce phénomène peut se produire de plusieurs manières :
1. Désalignement du plan de joint
Le plan de joint est l'endroit où les deux moitiés d'un moule d'injection se rencontrent. S'il y a des écarts ou des désalignements le long de cette ligne, le plastique peut s'échapper et provoquer des bavures.
Des problèmes tels que l'usure de l'outillage du moule, l'accumulation de débris et une force de serrage inappropriée peuvent tous contribuer à des fuites au niveau du plan de joint.
2. Ventilation insuffisante
Les évents permettent à l'air de s'échapper de la cavité du moule pendant le remplissage. En l'absence d'une ventilation adéquate, les poches d'air sont comprimées et peuvent forcer le plastique à passer par les moindres interstices de l'outil.
3. Faible pression de serrage
La pression de fermeture maintient le moule solidement fermé contre la pression d'injection élevée. Si elle est trop faible, la pression d'injection peut entraîner une légère ouverture du moule, permettant la formation de bavures.
4. Flux déséquilibré
Si le plastique en fusion ne remplit pas uniformément la cavité du moule, certaines parties peuvent se solidifier précocement alors que d'autres zones sont encore en cours de remplissage. Il peut en résulter un emprisonnement de l'air ou un "jaillissement" du matériau à travers la dernière ouverture, ce qui provoque une bavure.
5. Matériaux à faible viscosité
Faible viscosité les matières plastiques s'écoulent plus facilement et peuvent plus facilement s'échapper par les petits espaces du plan de joint ou les évents.
Comment minimiser Flash
Bien qu'une certaine quantité de flash soit souvent inévitable, il existe des moyens de la réduire grâce à une conception adéquate de l'outillage et à des paramètres de processus optimisés :
✔ Alignement précis des moules
Il est essentiel de veiller à un alignement correct et à un joint étanche le long des lignes de séparation. Tout écart doit être identifié et corrigé.
✔ Ventilation adéquate
Ajouter des évents pour libérer l'air emprisonné et équilibrer la pression de la cavité pendant le remplissage.
✔ Force de serrage optimale
La pression de serrage doit sceller le moule sans permettre à la force d'ouvrir des espaces.
✔ Garniture équilibrée
Assurez-vous que le plastique s'écoule uniformément dans toutes les zones de la cavité en ajustant la vitesse d'injection, la pression et la température.
✔ Viscosité du matériau
Augmenter la viscosité pour éviter que le matériau ne s'infiltre aussi facilement par les petites ouvertures.
Meilleures pratiques en matière de gestion du flash
Bien que l'idéal soit de minimiser les bavures en optimisant l'outillage et le traitement, il est probable qu'un excès de plastique subsiste. Voici comment gérer correctement la bavure :
✔ Localiser le flash dans des endroits peu visibles
Si le flash est inévitable, veillez à ce que le plan de joint et les évents soient placés à un endroit où le flash aura le moins d'impact visuel ou fonctionnel.
✔ Supprimer Flash rapidement
Utilisez des techniques d'ébavurage telles que le sablage, la congélation cryogénique ou l'ébarbage manuel. Veillez à ne pas endommager la pièce.
✔ Gérer le flash de manière cohérente
Veillez à ce que toutes les pièces soient ébarbées de la même manière. Une élimination irrégulière des bavures peut entraîner des variations dans les dimensions ou l'esthétique des pièces.
✔ Entretenir périodiquement les moules
Nettoyer et inspecter les moules, rétablir l'étanchéité des fermetures et des canaux d'aération afin de réduire le clignotement au fil du temps.
En résumé
En résumé, la bavure est un excès de matière qui s'échappe de la cavité pendant le moulage par injection, généralement en raison de problèmes d'alignement du moule, d'aération, de serrage, d'écoulement ou de viscosité.
Bien qu'il soit difficile d'éliminer complètement la bavure sans un outillage de haute précision très coûteux, les fabricants peuvent suivre les meilleures pratiques en matière d'inspection, de traitement et d'ébavurage pour contrôler la bavure et s'assurer qu'elle a un impact minimal sur leurs composants moulés par injection.
J'espère que ce guide vous donnera une vue d'ensemble utile du moulage par injection de plastique flash. Si vous avez d'autres questions, n'hésitez pas à m'en faire part dans les commentaires !