Le moulage par injection est l'un des procédés de fabrication les plus courants aujourd'hui. Des voitures aux jouets en passant par les appareils médicaux, les pièces moulées par injection sont omniprésentes.
Mais comme pour tout processus de fabrication, des problèmes peuvent survenir et affecter la qualité et l'efficacité. L'un des problèmes les plus courants est l'accumulation de contaminants à l'intérieur de la machine de moulage par injection, comme de la résine plastique dégradée, des colorants provenant d'un cycle précédent ou du plastique carbonisé.
Ces résidus peuvent entraîner des pièces défectueuses, une augmentation des rebuts et des temps d'arrêt pour arrêter et nettoyer la machine. C'est pourquoi purge une étape cruciale pour le bon déroulement de votre processus de moulage par injection. En tant que professionnel fabricant de moulage par injection de matières plastiquesJe le partage dans cet article.

Qu'est-ce que la purge dans le moulage par injection ?
La purge est le processus de nettoyage de tous les canaux à l'intérieur d'une machine de moulage par injection afin d'éliminer les contaminants entre les changements de matériaux et de couleurs.
Plus précisément, la purge permet d'éliminer les résidus dans des domaines tels que
- Tonneau
- Vis
- Buse
- Coureur à chaud
- Voies d'écoulement
La purge permet d'éliminer toutes les traces de l'ancienne résine plastique ou de l'ancien colorant afin que le travail suivant ne soit pas contaminé. Cela permet d'éviter des problèmes tels que :
- Pièces décolorées en raison de la contamination croisée des couleurs
- Taches noires provenant de matériaux dégradés
- Pièces dont l'aspect et les propriétés sont médiocres
En nettoyant à fond la machine de moulage par injection, la purge garantit une qualité optimale lors de votre prochaine commande.
Pourquoi la purge est-elle nécessaire dans le moulage par injection ?
Les machines de moulage par injection de plastique ont de longues voies d'écoulement qui recueillent facilement des résidus pendant le moulage :
Trajectoire de la résine pendant le moulage par injection
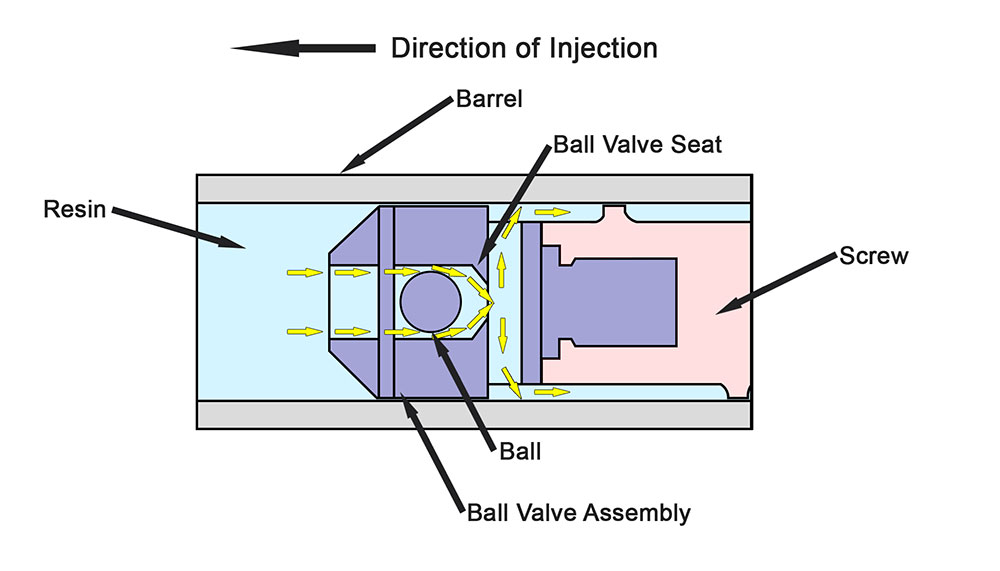
De petites quantités de résine dégradée, des restes de colorants ou des contaminants provenant de travaux antérieurs restent en place après la fin d'un tirage. Au fil du temps, ces accumulations s'accumulent et entraînent plusieurs problèmes :
1. Pièces défectueuses
La matière carbonisée, la contamination croisée et d'autres résidus dans la machine à injecter dégradent la qualité des pièces. Vous pouvez le remarquer :
- Pièces décolorées
- Taches noires
- Marques d'évier
- Les vides
- Faiblesse des lignes de soudure
Les pièces rebutées font perdre du temps et de l'argent. La purge élimine les contaminants pour une qualité constante.
2. Déchets matériels
Commencer un travail avec des résidus déjà présents dans la machine signifie que des contaminants se mélangent à la nouvelle résine ou au nouveau colorant. Cela entraîne une augmentation des rebuts au fur et à mesure que l'on élimine les mauvais matériaux.
Une purge minutieuse permet d'éviter de gaspiller du plastique de bonne qualité.
3. Longs changements
Les délais trop longs entre les travaux réduisent le temps de production. De longs changements pour purger les machines par essais et erreurs réduisent le temps de fonctionnement disponible.
L'utilisation d'un processus de purge optimisé minimise le temps de changement.
4. Des temps d'arrêt coûteux
Un nettoyage excessif de la machine pour éliminer une forte accumulation de résine ou de colorants dégradés nécessite l'arrêt de la production. Plus la machine est hors service, plus vous perdez de l'argent.
Une purge régulière permet d'éviter les temps d'arrêt prolongés et de maintenir les machines en état de marche.
En nettoyant soigneusement les moules à injection avant les changements de produits, La purge est une étape critique pour la qualité, l'efficacité et la minimisation des coûts.
Qu'est-ce qui est utilisé pour purger les moules à injection ?
La purge nécessite un matériau qui s'écoule facilement dans le système pour éliminer les contaminants sans laisser de résidus. Il existe trois options principales :
1. Résine de production
L'utilisation de la résine plastique du travail suivant ou de la matière rebroyée est une option pour purger les machines de moulage par injection. Cependant, un matériau de qualité est gaspillé avant même que la production ne commence.
La grande quantité de plastique de qualité nécessaire à une purge correcte en fait un choix coûteux.
2. Polymères à faible coût
Certains mouleurs utilisent des polymères bon marché comme le polyéthylène (PE) ou de polypropylène (PP) pour économiser du matériel. Toutefois, ces méthodes ne permettent pas toujours une purge complète, prennent plus de temps et entraînent toujours des déchets.
Les paillettes de bouteilles en PET sont une autre option bon marché, mais elles nécessitent un séchage et produisent des poussières dangereuses.
3. Composés de purge commerciaux
Des composés de purge spécialisés sont conçus pour nettoyer rapidement et efficacement les machines de moulage par injection.
Il s'agit de
- Non abrasif - Ne pas rayer les surfaces de la machine
- Non collant - Rincer librement l'équipement
- Economique - N'utiliser que de petites quantités
- Réutilisable - Peut être retraité après purge
En permettant de gagner du temps, d'éviter les déchets et de maintenir l'efficacité des machines, les composés de purge commerciaux sont le premier choix de la plupart des mouleurs par injection.
Processus de purge du moulage par injection étape par étape
Pour éviter les problèmes et assurer le bon déroulement de votre processus de moulage par injection, une purge doit être effectuée à chaque changement de résine ou de couleur.
Voici la procédure complète de purge :
Étape 1 : Préparation de la machine
Avant d'introduire le composé de purge, il faut préparer la machine à injecter :
- Rétracter la vis pour dégager le canon
- Faire couler le plastique restant jusqu'à ce qu'il soit vide
- Tourner les zones de chauffage pour purger le composé aux températures recommandées
- Vérifier les réglages de la machine (vitesse, pression, position)
- Nettoyer la trémie et la gorge d'alimentation
Cela permet d'éviter tout risque de contamination et d'assurer une performance optimale de la purge.
Étape 2 : Chargement du composé de purge
Une fois la machine préparée, ajouter le produit de purge dans la trémie :
- Ajouter 1 à 2 volumes de tonneaux du composé de purge
- Avancer la vis
- Activation de la rotation des vis et des zones de chauffage
Le matériau de purge fondra et remplira le système, entourant tous les contaminants restants.
Étape 3 : Purger jusqu'à ce que ce soit propre
Le processus de purge commence :
- Augmenter la vitesse et la pression d'injection
- Ouvrir les vannes du point de purge si possible
- Laisser tremper le composé de purge à haute température pour un meilleur nettoyage
- Poursuivre les injections de composé jusqu'à ce qu'il n'y ait plus d'eau.
Effectuer la purge dans tout le système jusqu'à ce qu'il n'y ait plus aucun signe de dégradation ou de décoloration.
Étape 4 : Élimination du matériel de purge
Le nettoyage de la machine permet de la débarrasser :
- Réduire la pression et la vitesse d'injection
- Faire couler le reste du composé par les buses
- Vider la trémie et la section d'alimentation
Le mouleur par injection est alors entièrement vide et prêt pour le prochain travail de production.
En suivant cette procédure complète procédure de purge pour le moulage par injectionEn outre, grâce à l'utilisation d'un système d'aspiration, vous éliminez tous les contaminants entre les passages, ce qui permet d'obtenir une qualité et une efficacité optimales.
Purge des machines de moulage par injection : Principaux enseignements
- La purge est le processus de nettoyage des résidus à l'intérieur des moules à injection lors des changements de couleur ou de matériau.
- L'accumulation de contaminants entraîne la mise au rebut de pièces, le gaspillage de matériaux, des changements de production lents et des temps d'arrêt.
- Des composés de purge spécialisés éliminent rapidement toute trace de contamination.
- Un processus étape par étape est suivi pour nettoyer à fond l'équipement en vue du prochain passage.
- Une purge cohérente permet aux processus de moulage par injection d'être fluides et efficaces.
La réalisation d'une purge dans vos opérations de moulage par injection permet d'éviter les problèmes entre les séries et d'améliorer le contrôle de la qualité. Cela permet d'économiser sur les coûts des matériaux et de maintenir le fonctionnement optimal des machines.
Qu'est-ce que la purge dans le moulage par injection ? Il élimine tous les contaminants, évitant ainsi les problèmes liés à la dégradation des matériaux ou à la contamination croisée entre les différents travaux. En investissant dans un processus de purge approprié, votre ligne de moulage par injection produira des pièces de qualité supérieure et constante, cycle après cycle.