Il flash è uno dei difetti più frustranti nello stampaggio a iniezione. Questo sottile strato di plastica lungo la linea di divisione dei pezzi stampati non solo ha un aspetto negativo, ma può anche comportare una costosa post-lavorazione.
Quali sono le cause del flash? E soprattutto, come si può evitare che si verifichi?
In questa guida completa alla risoluzione dei problemi, in qualità di professionista produttore di stampaggio a iniezione di plasticaVi illustrerò le principali cause di flash nello stampaggio a iniezione. Condividerò anche i suggerimenti pratici per eliminare questo difetto dal vostro processo di produzione.
Che cos'è l'infiammabilità nello stampaggio a iniezione?
Prima di entrare nel merito delle cause, assicuriamoci di essere sulla stessa lunghezza d'onda per quanto riguarda il concetto di flash di stampaggio a iniezione.
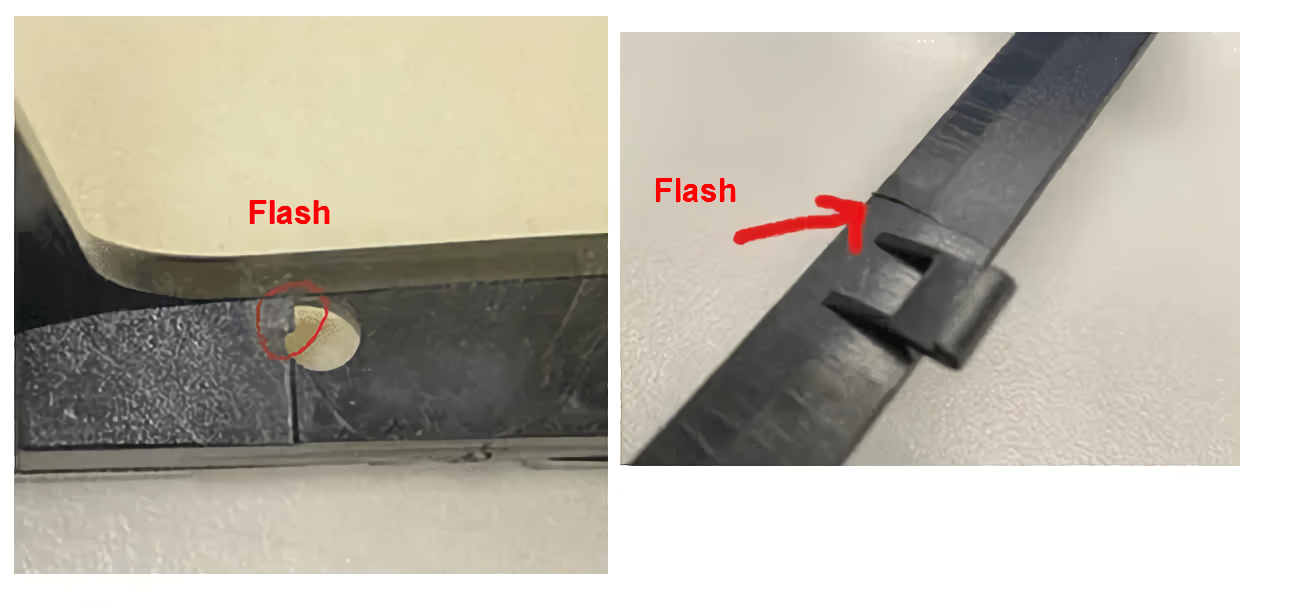
Per flash si intende un sottile strato o "aletta" di plastica che fuoriesce dalla cavità dello stampo durante il processo di stampaggio a iniezione. Si presenta come un piccolo lembo o una linguetta di plastica in eccesso lungo la linea di divisione del componente stampato.
A volte si può notare una fiammata anche intorno ai perni di espulsione, alle slitte o alle prese d'aria. In generale, però, la linea di divisione dello stampo è l'area più comune in cui si verificano i bagliori.
Il flash si verifica quando la pressione durante le fasi di iniezione o di imballaggio supera la capacità dello stampo di rimanere completamente chiuso. Parleremo più diffusamente di queste cause specifiche tra poco.
Ora che si conosce l'aspetto del flash, cerchiamo di scoprire le cause principali.
Cosa causa l'infiammabilità nello stampaggio a iniezione?
Esistono diverse cause potenziali di flash nei pezzi stampati a iniezione:
- Disadattamento delle linee di separazione
- Sfogo improprio
- Bassa pressione di serraggio
- Bassa viscosità del materiale
- Riempimento non uniforme
- Sovraimballaggio
Di seguito, illustrerò ognuna di queste cause comuni di flashing.
Disadattamento delle linee di separazione
La linea di divisione è il punto in cui le due metà di uno stampo a iniezione si incontrano e si sigillano insieme. I disallineamenti della linea di giunzione si verificano in presenza di spazi vuoti o aperture lungo questa superficie.
Durante l'iniezione, i flash si formano quando la plastica fusa fuoriesce da queste piccole fessure nelle guarnizioni della linea di separazione.
Che cosa porta a una mancata corrispondenza delle linee di separazione? Ecco alcuni colpevoli comuni:
- Contaminazione: Polvere, sporcizia, olio e residui possono impedire una corretta sigillatura lungo la linea di separazione.
- Stampo usurato: Dopo migliaia di cicli, l'usura può deformare le metà dello stampo e creare delle fessure.
- Geometrie complesse dei pezzi: Le forme intricate dei pezzi esercitano una pressione supplementare che può causare sottili aperture.
Ventilazione non corretta
Gli sfiati consentono all'aria intrappolata di uscire dalla cavità dello stampo durante l'iniezione. Senza uno sfiato adeguato, la pressione dell'aria all'interno della cavità può spingere la plastica fusa attraverso le piccole fessure delle guarnizioni.
Se gli stampi non sono dotati di sfiati posizionati in modo appropriato intorno alla cavità, è molto più probabile che si verifichino delle scottature.
Bassa pressione di serraggio
La pressione di serraggio si riferisce alla forza applicata per mantenere lo stampo sigillato durante l'iniezione e il confezionamento. Se la pressione di serraggio non è in grado di resistere alla pressione del materiale all'interno della cavità, si formerà una fiammata.
Questo accade in genere quando la velocità, la pressione o la temperatura di iniezione sono troppo elevate rispetto alla forza di chiusura disponibile.
Bassa viscosità del materiale
La viscosità si riferisce allo spessore e alle caratteristiche di scorrimento della plastica fusa. Più bassa viscosità I materiali scorrono più facilmente attraverso aperture strette.
Il calore eccessivo dell'ugello e della canna, il contenuto di umidità o il lubrificante possono contribuire a ridurre la viscosità. E quando la viscosità diventa troppo bassa, l'infiammabilità diventa molto più probabile.
Riempimento non uniforme
Se la cavità dello stampo non si riempie in modo uniforme, la pressione di riempimento può risultare sbilanciata. Le guide di flusso aiutano a dirigere il fronte del materiale, ma anche le porte e le guide di scorrimento posizionate in modo improprio causano un flusso non uniforme.
Quando la pressione aumenta all'interno della cavità, si formano dei bagliori quando la plastica fuoriesce da tutte le aperture disponibili.
Sovraimballaggio
Anche con un riempimento corretto, possono sorgere problemi se nello stampo è presente una quantità eccessiva di materiale. Questo sovraimballaggio localizzato induce delle fiammate, poiché il materiale in eccesso trova una via di fuga.
Il design della porta, il posizionamento del canale, la velocità/pressione di iniezione e i tempi di mantenimento hanno tutti un impatto sull'uniformità di confezionamento.
Come prevenire l'infiammabilità nello stampaggio a iniezione
Dopo aver trattato le cause principali, parliamo di prevenzione. Ecco sei consigli per evitare il flash nei componenti stampati a iniezione:
1. Progettazione corretta dello stampo
La precisione dei componenti dello stampo e la qualità delle finiture superficiali contribuiscono in modo determinante a prevenire l'infiammabilità. Ciò include un'adeguata collocazione delle bocchette, bordi a raggiera generosi e l'eliminazione di slitte, tiranti e chiusure complesse non necessarie.
2. Manutenzione rigorosa dello stampo
Nel corso del tempo, la distorsione da usura può portare alla formazione di sottili aperture per la formazione di bolle. Il rispetto dei programmi di manutenzione preventiva aiuta a preservare la geometria dello stampo. Ciò include il banco periodico, la lucidatura, le ispezioni e le sostituzioni, se necessarie.
3. Un tonnellaggio adeguato di pinze
Determinare il tonnellaggio necessario per mantenere lo stampo sigillato ed evitare le aperture per le scottature. Il sovradimensionamento delle presse porta a un'usura più rapida, mentre il sottodimensionamento delle pinze porta direttamente alla formazione di bolle.
4. Impostazioni di processo ottimizzate
Mantenendo le raccomandazioni del fornitore di resine per quanto riguarda la velocità di riempimento, la velocità/pressione di iniezione e le temperature del cilindro, si ottiene un buon punto di partenza. Ma un'ulteriore messa a punto consente di tenere conto delle dinamiche specifiche dello stampo e della macchina.
5. Stabilità dimensionale
La scelta di materiali con un livello di stabilità dimensionale appropriato evita il ritiro successivo all'iniezione, che può peggiorare i difetti di fiamma esistenti.
6. Tolleranza dimensionale
Anche se può sembrare una cosa di poco conto, la presenza di uno spazio maggiore sulla linea di separazione consente di ottenere una migliore tenuta contro le potenziali scintille. Assicuratevi di tenere conto di queste fasce di tolleranza ampliate durante l'assemblaggio.
Eliminare le scossette e migliorare lo stampaggio a iniezione
Ecco una guida completa alle cause, alla prevenzione e ai rimedi per i difetti di flash nello stampaggio a iniezione.
La scienza dei materiali alla base di questo processo è indubbiamente complessa. Ma ricordate che il flash si riduce in ultima analisi alla pressione all'interno della cavità che supera quella che lo stampo può sopportare.
Allineate la progettazione degli utensili, le capacità dei macchinari, le impostazioni dei processi e la selezione dei materiali per evitare questi squilibri di pressione. In questo modo si eliminano gli sfarfallii e si migliorano la qualità, i tempi di ciclo e i costi.
Come sempre, spero che questa guida vi fornisca le informazioni utili per migliorare le vostre operazioni di produzione. Fatemi sapere nei commenti se avete altre domande!