Le linee di flusso sono un difetto comune che può verificarsi durante il processo di stampaggio a iniezione. Queste linee visibili sulla superficie di un pezzo in plastica sono principalmente un problema estetico, ma possono comunque causare problemi. Cosa causa esattamente le linee di flusso?
In questa guida completa, come professionista produttore di stampaggio a iniezioneIl presente articolo illustra i fattori chiave che contribuiscono alla formazione di linee di flusso nello stampaggio a iniezione. Comprendendo cosa si cela dietro questi difetti, è possibile adottare misure per prevenirli.
Cosa sono le linee di flusso nello stampaggio a iniezione?
Prima di addentrarci nelle cause, esaminiamo brevemente cosa sono le linee di flusso.
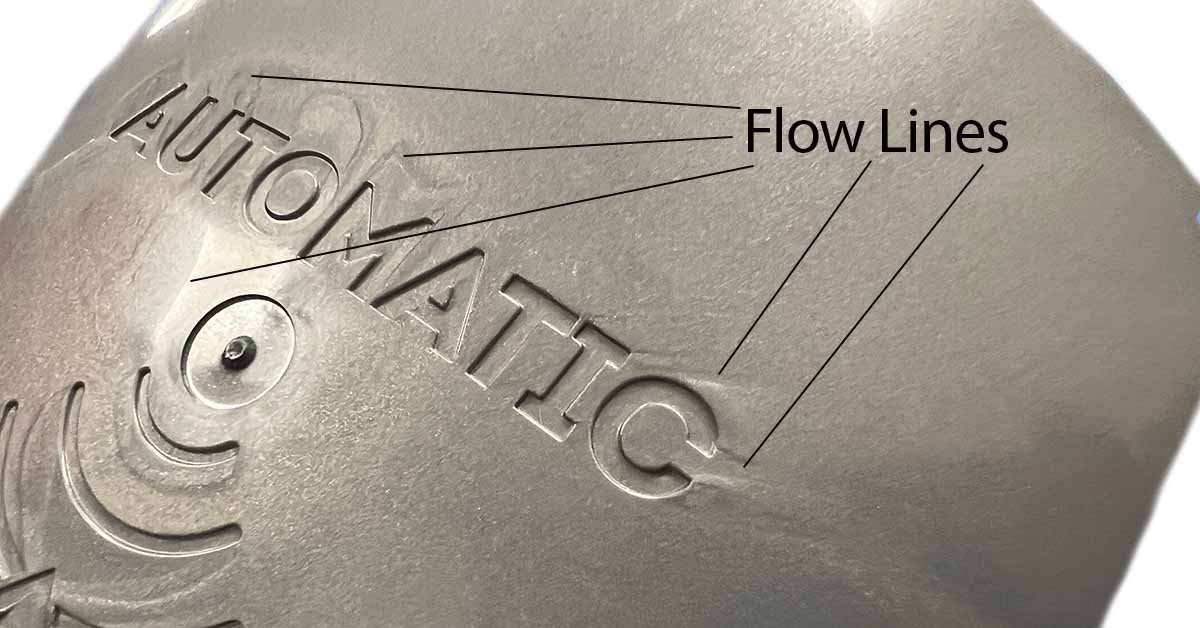
Le linee di flusso si manifestano su un pezzo di plastica stampato a iniezione come linee, strisce o disegni visibili sulla superficie. Indicano un flusso irregolare quando la plastica fusa entra e riempie la cavità dello stampo.
Spesso le linee di flusso appaiono come:
- Linee ondulate
- Ripetizione di schemi circolari
- Striature scolorite sulla parte in plastica
Sebbene le linee di flusso non influiscano direttamente sulla resistenza o sul funzionamento del pezzo finito, esse rappresentano un'imperfezione. Nel caso di pezzi visivi con requisiti estetici molto severi, le linee di flusso possono portare allo scarto dei pezzi.
In generale, le linee di flusso sono dovute a differenze nel modo in cui le sezioni di plastica fusa si raffreddano e si solidificano all'interno dello stampo. Quando il raffreddamento non è uniforme, si formano linee visibili nel punto in cui i flussi si incontrano.
Vediamo ora le ragioni per cui questo raffreddamento e flusso non uniforme può verificarsi durante lo stampaggio a iniezione.
Cosa causa le linee di flusso nello stampaggio a iniezione?
Esistono quattro categorie principali che portano alla formazione di linee di flusso nelle parti in plastica stampate:
- La macchina per lo stampaggio a iniezione
- Lo stampo stesso
- Il materiale plastico
- L'operatore della macchina
I problemi in una di queste aree possono alterare il modo in cui la plastica fusa fluisce nella cavità dello stampo. Quando il flusso viene alterato, alcune sezioni si raffreddano a velocità diverse, causando linee di flusso.
Impostazioni e parametri della macchina
La stessa macchina per lo stampaggio a iniezione svolge un ruolo fondamentale nel mantenere il flusso di plastica regolare e uniforme. Se alcuni parametri chiave non sono corretti, possono formarsi delle linee di flusso.
Bassa pressione di iniezione - Se la pressione non è sufficiente a spingere la plastica fusa nello stampo, l'imballaggio e il flusso di materiale non saranno uniformi. La bassa pressione consente alle sezioni del flusso di raffreddarsi a velocità diverse.
Bassa temperatura dell'ugello - L'ugello trasferisce il calore alla plastica prima che questa entri nello stampo. Se non è abbastanza caldo, i problemi di raffreddamento iniziano immediatamente quando il materiale fuso entra nello stampo.
Velocità di iniezione ridotta - Una velocità di iniezione troppo bassa dà alla plastica fusa più tempo per iniziare a raffreddarsi in modo non uniforme prima di riempire lo stampo. Questa variabilità della temperatura causa problemi di flusso.
Tempi di ciclo ridotti - Se il ciclo complessivo o il tempo di raffreddamento sono troppo rapidi, la plastica nel cilindro potrebbe non raggiungere la temperatura di fusione ottimale prima di essere iniettata.
Problemi di progettazione degli stampi
I difetti di progettazione degli stampi sono un altro fattore importante alla base dei difetti della linea di flusso. Anche piccoli accorgimenti, come sfiati, porte e geometria, possono interrompere il flusso:
Sfogo improprio - L'aria intrappolata causa blocchi e resistenza al flusso. Quando le bocchette non svolgono correttamente il loro lavoro, si verifica un riempimento e un raffreddamento non uniformi.
Piccoli cancelli/corridori - I cancelli limitati e le guide sottili impediscono il flusso, consentendo il raffreddamento prima che la plastica raggiunga le cavità dello stampo.
Geometria complessa - I bordi taglienti o le nervature agiscono come barriere che cambiano radicalmente la direzione del flusso. I cambiamenti improvvisi favoriscono un raffreddamento non uniforme.
Spessore della parete variabile - Le sezioni sottili si raffreddano più rapidamente di quelle spesse. Quando la plastica fusa passa dalle aree spesse alle sezioni sottili, la differenza di temperatura causa problemi di flusso.
Fattori materiali
Che ci si creda o no, anche la resina plastica stessa può giocare un ruolo nella formazione delle linee di flusso:
Bassa portata di fusione - I materiali molto viscosi e a scorrimento lento tendono a raffreddarsi a intervalli diversi. Ciò provoca linee visibili nei punti di incontro dei flussi.
Mancanza di lubrificante - Un lubrificante insufficiente inibisce il flusso per le materie plastiche che viaggiano attraverso sezioni strette e lunghe. Una maggiore restrizione consente variazioni di raffreddamento.
Influenza dell'operatore
Anche se i sistemi automatizzati aiutano a evitarlo, l'errore umano non va sottovalutato:
Tempi di ciclo incoerenti - Se l'operatore non riesce a mantenere la stessa tempistica di sequenza, si verificano fluttuazioni di parametri come la temperatura. Condizioni incoerenti da un ciclo all'altro portano a problemi di raffreddamento.
Scarsa manutenzione - La mancata rimozione di bave o ostruzioni nei componenti dello stampo aumenta la resistenza al flusso. L'accumulo contribuisce a un riempimento e a un raffreddamento non uniformi.
Come prevenire le linee di flusso nelle parti stampate a iniezione
Fortunatamente, una volta che si sa cosa cercare, ci sono modi per combattere le linee di flusso. Le modifiche alle macchine, agli stampi, ai materiali e alla formazione degli operatori aiutano a ridurre al minimo le possibilità di difetti di flusso.
Ecco alcuni modi principali con cui i produttori di materie plastiche evitano le linee di flusso:
- Ottimizzare la pressione, la temperatura e la velocità di iniezione
- Utilizzare un'adeguata ventilazione della muffa e cancelli
- Scegliere materiali plastici con proprietà di scorrimento adeguate
- Progettazione di una geometria e di uno spessore di parete uniformi
- Automatizzare le impostazioni di processo e la tempistica dei cicli
- Eseguire la manutenzione preventiva degli stampi
Sebbene sia difficile eliminare completamente le linee di flusso, il primo passo è identificare il motivo e il luogo in cui si verificano. Gli aggiustamenti alle apparecchiature e la pratica della vigilanza contribuiscono a ridurre al minimo i difetti di flusso.
Un'attenta analisi delle impostazioni della macchina, della viscosità del materiale, dei componenti dello stampo e del rispetto delle procedure di qualità favoriscono un flusso uniforme e regolare della plastica attraverso gli stampi a iniezione. Questa coerenza si traduce in minori opportunità di raffreddamento non uniforme delle sezioni.
Il bilancio
I problemi di flusso si verificano quando la complessa sequenza di stampaggio a iniezione viene sbilanciata. La comprensione delle aree potenzialmente problematiche aiuta a rimettere le cose in carreggiata.
La buona notizia è che le linee di flusso raramente compromettono la resistenza dei pezzi se vengono mantenute estetiche. Tuttavia, è bene tenere sotto controllo le linee di stampaggio a iniezione controlli di processo e progettazione degli stampi aiuta a evitare la rottamazione di costosi pezzi in plastica per difetti per lo più estetici.
Ora che sapete perché si verificano le interruzioni del flusso, potete individuare i punti deboli del sistema. L'adozione di misure strategiche per promuovere un flusso uniforme di plastica riduce al minimo le possibilità che le sezioni si raffreddino a velocità diverse durante lo stampaggio a iniezione.
Qual è stata la vostra esperienza in merito ai difetti della linea di flusso? Avete altri consigli per mantenere il flusso dello stampaggio a iniezione regolare e coerente? Fatemelo sapere nella sezione commenti qui sotto!