Che cos'è un cancello nello stampaggio a iniezione?
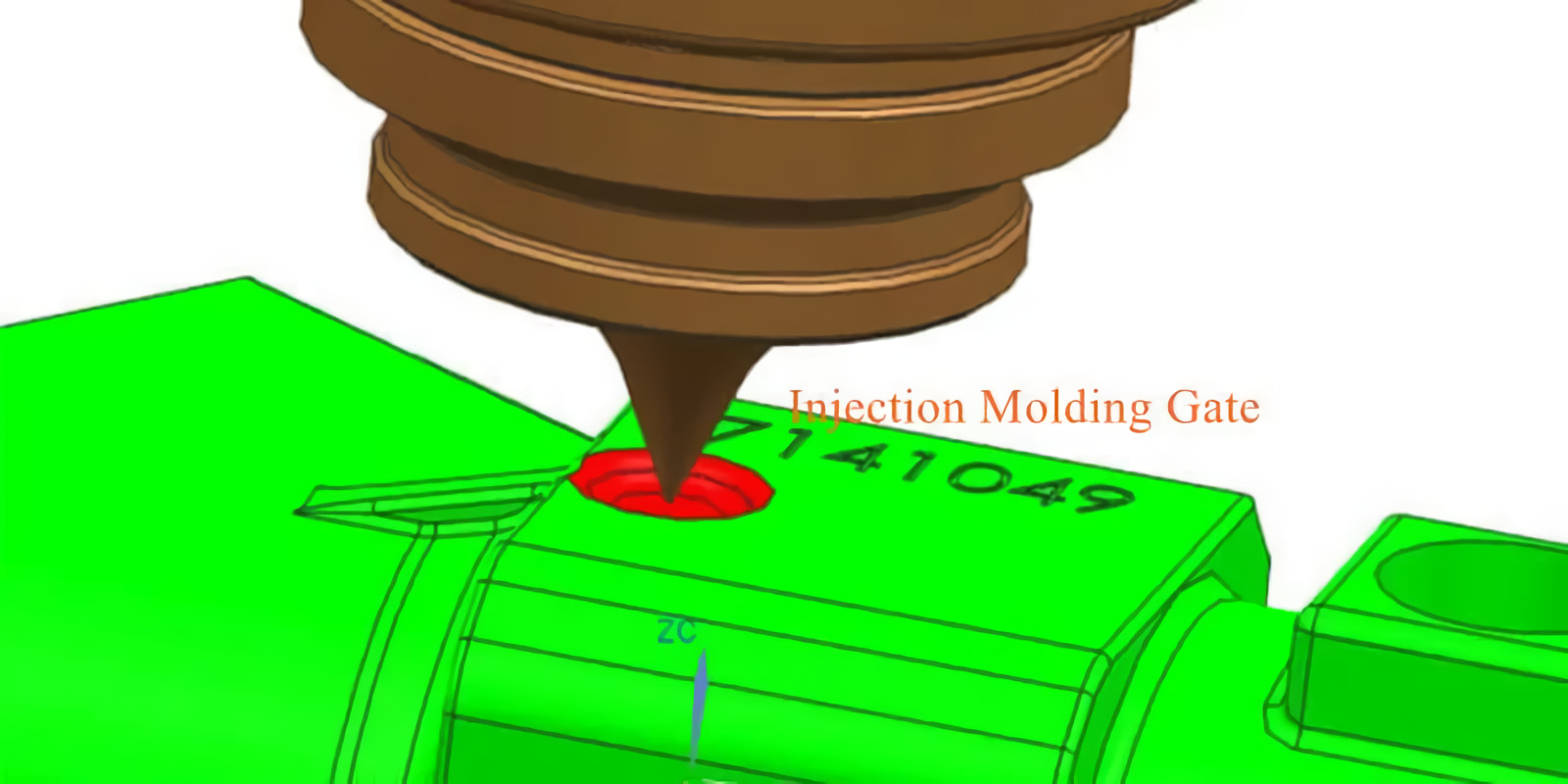
Un cancello di stampaggio a iniezione è una piccola apertura che consente alla plastica fusa di entrare nella cavità dello stampo durante il processo di stampaggio a iniezione. Il cancello controlla il flusso e la direzione della plastica che si sposta dal sistema di canali nella cavità per formare il pezzo desiderato.
La scelta e il posizionamento corretto dei gate sono fondamentali per ottenere un riempimento completo e uniforme dello stampo, ridurre al minimo i difetti e produrre pezzi in plastica uniformi e di alta qualità. In questa guida per principianti, in qualità di professionista produttore di stampaggio a iniezioneIl nostro sito, che è stato pubblicato nel mese di aprile, vi illustrerà tutto quello che c'è da sapere sui cancelli per lo stampaggio a iniezione, compresi i diversi tipi di cancelli, le considerazioni sulla loro collocazione, il degasaggio manuale e quello automatico e molto altro ancora.
Perché la progettazione dei cancelli è importante nello stampaggio a iniezione
Quando la plastica fusa entra nella cavità dello stampo attraverso la porta durante lo stampaggio a iniezione, inizia a raffreddarsi rapidamente e a solidificarsi nella forma dello stampo. La porta è tipicamente di dimensioni ridotte per facilitare la separazione del sistema di colata dal pezzo finito.
Tuttavia, se il cancello è troppo piccolo, può causare numerosi problemi:
- Riempimento incompleto dello stampo - Il cancello non consente un flusso di materiale sufficiente a riempire completamente la cavità.
- Tempi di ciclo più lunghi - Le porte più piccole aumentano il taglio e attritorallentando la velocità di riempimento
- Difetti di parte - L'elevata velocità di taglio attraverso la porta può degradare il materiale e produrre difetti.
Al contrario, le porte troppo grandi consentono al sistema di guide di rimanere fuso troppo a lungo dopo la solidificazione del pezzo. In questo modo si evita il congelamento del gate, che può anche causare difetti.
La progettazione del gate influisce direttamente sul processo di stampaggio a iniezione. La scelta delle dimensioni, della forma e della posizione giuste è fondamentale per ottenere tempi di ciclo rapidi, costi inferiori e pezzi di qualità.
Tipi di cancelli per lo stampaggio a iniezione
Esistono diversi tipi di cancelli utilizzati nello stampaggio a iniezione. Alcune delle varietà di cancelli più comuni sono:
Cancelli perimetrali
I cancelli per bordi, il tipo di cancello più utilizzato, sono posizionati lungo il perimetro di un pezzo in corrispondenza della linea di divisione dello stampo. Lasciano un segno visibile, ma consentono una facile separazione dal canale di colata dopo lo stampaggio.
I migliori utilizzi: Le porte per bordi funzionano bene per i pezzi piatti o di spessore moderato e sono comunemente utilizzate con gli stampi multivie.
Cancelli a punta calda
Utilizzati esclusivamente su stampi a canale caldo, i cancelli a punta calda erogano la resina fusa direttamente sul pezzo a una temperatura costante. Lasciano un piccolo difetto in rilievo sulla superficie superiore dei pezzi.
I migliori utilizzi: I componenti di forma rotonda, a cupola o conica traggono vantaggio dal modello di riempimento concentrico di un gate a punta calda.
Porte a spillo
Varietà di cancelli non comune, situata sul lato del perno di espulsione dello stampo (di fronte alla linea di divisione). Le porte dei perni si staccano in modo netto, senza lasciare praticamente alcun segno sulla superficie del pezzo finito.
I migliori utilizzi: Le porte a spillo consentono il degrado automatico, eliminando i segni delle porte sulle superfici estetiche.
Porte sottomarine (tunnel)
Caratterizzate da un canale angolato e affusolato, le porte sottomarine riempiono la cavità dello stampo da sotto la linea di divisione, consentendo di nascondere i segni della porta.
I migliori utilizzi: Le porte sottomarine aiutano a nascondere le imperfezioni della porta e sono utili per stampi piccoli e ad alta cavitazione.
Dove devono essere collocati i cancelli?
Mentre i tipi di porta differiscono drasticamente, anche il posizionamento della porta è importante nella produzione di componenti stampati a iniezione.
Ecco alcune best practice che tutti i progettisti di stampi dovrebbero seguire:
- Posizionare il cancello nella sezione più spessa di un pezzo, quando possibile.
- Tenere le porte lontane dai perni di espulsione, dalle anime e dalle guide per evitare interruzioni del flusso.
- Lasciare spazio sufficiente per le operazioni di rimozione del cancello
- Utilizzare cancelli multipli per migliorare il bilanciamento dei flussi e delle pressioni.
Una collocazione non corretta delle porte può avere un impatto negativo sulla qualità dei pezzi, allungare i tempi di ciclo e aumentare i costi di produzione. Un'attenta collocazione delle porte è un aspetto critico della progettazione di qualsiasi stampo.
Rimozione manuale o automatica del cancello
Come accennato in precedenza, i cancelli devono essere rimossi dalle parti in plastica finite dopo lo stampaggio a iniezione. Questo processo secondario è noto come degasaggio.
Le operazioni di degradazione rientrano tipicamente in una delle due categorie:
Degradazione manuale
La forma più elementare di rimozione dei cancelli, la degradazione manuale si basa su un operatore che taglia, rifila, rompe o torce fisicamente i cancelli dai pezzi stampati. Sebbene sia universale, aumenta i costi di manodopera e può danneggiare componenti fragili.
Ideale per: Prototipazione, utensili a ponte, porte di grandi dimensioni o requisiti di assetto personalizzabili
Degradazione automatica
Per le applicazioni ad alta produzione, il degasaggio automatico stacca le porte durante l'apertura dello stampo o l'espulsione dei pezzi. I robot gestiscono poi i pezzi finiti per le operazioni a valle. L'eliminazione del coinvolgimento umano accelera i tempi dei cicli e riduce i costi.
Ideale per: Produzione in grandi volumi, stampi a più cavità, porte piccole
La comprensione delle modalità di rimozione dei cancelli consente una progettazione ottimale dello stampo e del pezzo. Il degasaggio manuale o automatico influisce sull'efficienza del ciclo, sui requisiti di manodopera e sulla qualità complessiva del pezzo.
Conclusione
Ci auguriamo che questa guida per principianti vi abbia fornito una solida conoscenza di base dei cancelli di stampaggio a iniezione.
Per ricapitolare rapidamente:
- I cancelli controllano il flusso di plastica fusa dai canali di scorrimento alle cavità dello stampo.
- Il corretto dimensionamento della porta previene i colpi corti e consente il confezionamento completo della cavità.
- Le varietà di cancelli più diffuse includono: cancelli perimetrali, cancelli a punta calda, cancelli a perno e cancelli sottomarini.
- La posizione del gate influenza i modelli di riempimento, l'efficienza del ciclo, la cosmesi
- La degradazione delle parti può essere eseguita manualmente o automaticamente, con compromessi per ciascun metodo.
Grazie a queste conoscenze, è possibile effettuare una scelta consapevole del gate per il prossimo componente stampato a iniezione o per la progettazione dello stampo. Come sempre, affidarsi a un partner di produzione esperto aiuta a evitare errori quando si lavora con questo processo preciso.
Quale aspetto del design del cancello rimane ancora poco chiaro? Fatemelo sapere nella sezione commenti qui sotto!