La contropressione è un parametro cruciale ma spesso trascurato nello stampaggio a iniezione. Una corretta impostazione della contropressione migliora la coerenza tra i pezzi e la loro qualità.
In questa guida completa, come professionista produttore di stampaggio a iniezione di plasticaVi aiuterò a capire cos'è la contropressione, perché è importante e come impostarla passo dopo passo.
Che cos'è lo stampaggio a iniezione in contropressione?
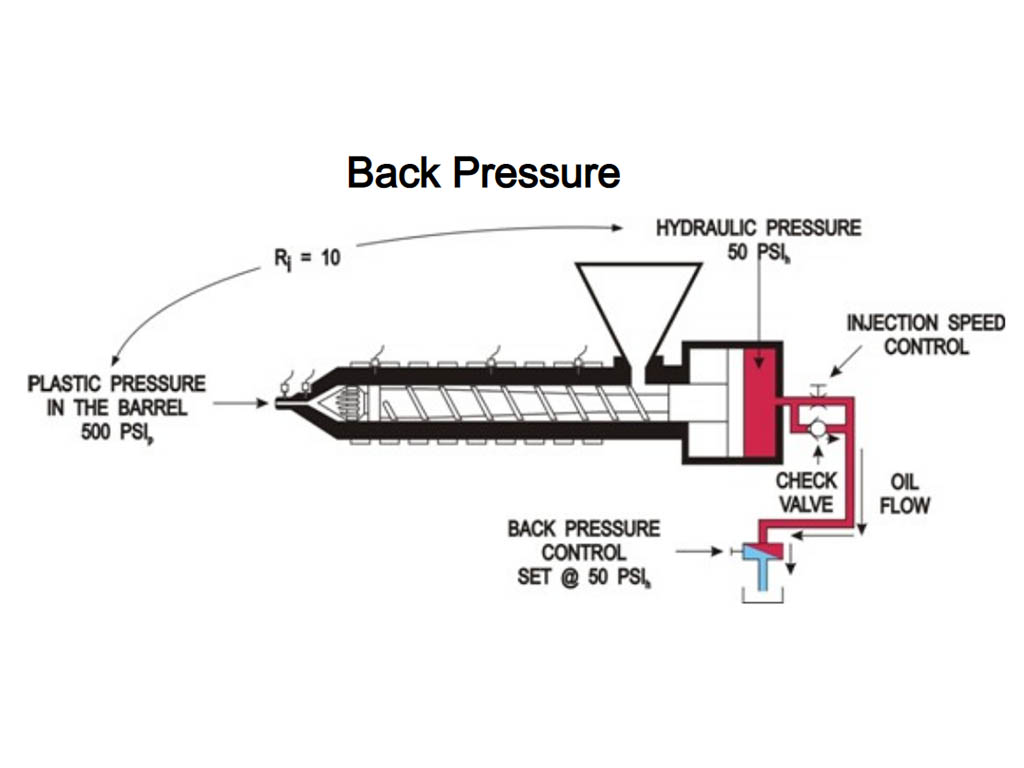
La contropressione si riferisce alla resistenza opposta dalla vite durante il recupero per la produzione del colpo successivo. Essa comprime la plastica davanti alla valvola di non ritorno per garantire una dimensione e una densità costante dei pallini.
Una contropressione più elevata garantisce una migliore uniformità della colata e il controllo della temperatura senza aumentare la temperatura della colata. Inoltre, migliora la dispersione del colore, lo sfiato, la stabilità dimensionale e previene la coclea.
Tuttavia, una contropressione eccessiva può danneggiare le resine rinforzate e degradare le materie plastiche sensibili alla temperatura. Inoltre, aumenta i tempi di ciclo.
Perché è importante impostare la contropressione?
Ecco 5 motivi per cui è importante impostare correttamente la contropressione:
1. Dimensioni coerenti dei colpi
La compressione a contropressione impacchetta le molecole in modo stretto, in modo che ogni colpo abbia la stessa densità e lo stesso peso. Questa consistenza è fondamentale per ottenere buoni pezzi.
2. Migliore qualità della fusione
L'aumento della contropressione miscela meglio gli additivi e i pigmenti senza aumentare la temperatura di fusione. In questo modo si ottiene una fusione liscia e uniforme.
3. Riduzione della dispersione e dell'intermittenza
Controllando la densità dei pallini, la contropressione impedisce la formazione di bave e altri difetti legati a un riempimento non uniforme.
4. Cambi di colore più rapidi
La contropressione libera la canna in modo più efficace durante i cambi di colore, mantenendo la punta della vite aderente alla gola.
5. Assenza di macchie nere
Riduce al minimo gli spazi tra le rampe delle viti per evitare che il materiale si deteriori e provochi la formazione di macchie nere.
Quanta contropressione è necessaria?
Come regola generale, una contropressione idraulica di 50-100 psi per pollice di diametro della vite fornisce buoni risultati.
Quindi una vite da 3 pollici ha bisogno di 150-300 psi. Una contropressione eccessiva rischia di danneggiare la vite, quindi aumentate con cautela con incrementi di 50 psi fino a raggiungere il valore ottimale.
Mantenere la contropressione più bassa possibile per ottenere pezzi di buona qualità. Ogni materiale e stampo ha requisiti unici.
Come impostare la contropressione nello stampaggio a iniezione in 6 passi
Seguire questa procedura di buona pratica per comporre la contropressione:
Fase 1: iniziare senza contropressione
Impostare la contropressione a zero e stabilire un processo di base. Questo è il punto di riferimento.
Fase 2: Aumentare il numero di giri della vite
Aumentare il numero di giri della vite con incrementi di 25-50 giri al minuto fino a quando il processo non diventa incoerente a causa del riscaldamento eccessivo del taglio. Quindi ridurre leggermente il numero di giri fino a quando non si stabilizza.
In questo modo si trova il numero di giri massimo che la configurazione può gestire. Ora si fissa il numero di giri e si regola la contropressione.
Fase 3: Aumentare la contropressione
Iniziare aggiungendo 50-100 psi di contropressione. Lasciare che la macchina si stabilizzi e osservare le variazioni di consistenza.
Fase 4: ripetere fino all'ottimizzazione
Continuare ad aumentare gradualmente la contropressione tra un colpo e l'altro con incrementi di 50 psi. Continuare fino alla massima contropressione raccomandata per il materiale o fino a raggiungere la migliore consistenza.
Fase 5: messa a punto dell'impostazione
È possibile che l'esatto punto di forza si trovi tra due impostazioni di contropressione. In tal caso, scegliere il valore più basso per avere un margine di sicurezza maggiore.
Fase 6: Conferma con il monitoraggio dei dati
Infine, convalidate il vostro nuovo processo con dati scientifici di stampaggio provenienti dai risultati critici del processo (CPO). Le metriche chiave sono il peso/dimensione dei pallini e il tempo di recupero della vite.
Monitorare attentamente le variazioni da un colpo all'altro. Se i valori si discostano di oltre +/- 1%, è probabile che sia necessaria una maggiore contropressione per ottenere un processo veramente ripetibile.
Domande frequenti
La contropressione influisce sulla temperatura di fusione?
No, la contropressione ha un'influenza trascurabile sulla temperatura di fusione. Il numero di giri della vite ha un impatto 10 volte maggiore.
È possibile calcolare la contropressione necessaria?
Non proprio. La contropressione ottimale dipende molto dal materiale, colorante, il design dello stampo e altri fattori. Deve essere individuato sperimentalmente.
Esiste un limite massimo di contropressione?
Sì, la maggior parte degli esperti suggerisce di limitare la contropressione a non più di 20% del tonnellaggio massimo dell'unità di iniezione. Una contropressione eccessiva rischia di provocare danni.
Perché l'aumento della contropressione aumenta le dimensioni del colpo?
Una maggiore contropressione impacca le molecole in modo più denso. Quindi, a parità di volume, viene compresso più materiale, aumentando il peso dei pallini.
Conclusione
L'impostazione di una contropressione adeguata è essenziale per uno stampaggio a iniezione robusto e ripetibile, con pezzi di qualità costante.
Seguire queste 6 fasi partendo da una contropressione nulla, massimizzando inizialmente il numero di giri della vite, quindi aumentando la contropressione in modo incrementale fino a determinare la consistenza ottimale.
Se la contropressione è corretta al primo tentativo, si risparmiano ore di lavoro e clienti frustrati. Prendetevi il tempo necessario per regolare con precisione la pressione utilizzando i principi scientifici dello stampaggio, per un processo senza problemi.