I componenti filettati sono estremamente comuni in innumerevoli settori, dai raccordi idraulici agli elementi di fissaggio alle bottiglie di plastica. La creazione di componenti filettati richiede tecniche e considerazioni specifiche rispetto ai componenti in plastica tradizionali. In questa guida completa, come professionista stampaggio a iniezione di plastica Il produttore vi spiegherà tutto quello che c'è da sapere sulla realizzazione di parti filettate in plastica con lo stampaggio a iniezione.
Una panoramica sulle parti filettate
Le parti filettate contengono delle creste a spirale, dette filettature, che permettono di fissarle insieme alle filettature di accoppiamento. Viti, bulloni, dadi, tappi di bottiglia e raccordi per tubi flessibili sono alcuni esempi di parti filettate.
Il vantaggio principale delle filettature è che formano un collegamento forte, a prova di perdite e riutilizzabile senza bisogno di saldature, brasature o adesivi. Semplicemente ruotando il componente filettato, questo si assembla saldamente alla parte corrispondente.
Tipi di filettatura comuni
Esistono diversi profili di filettatura standardizzati, tra cui:
- Filettatura standard unificata (UNC/UNF): Comunemente utilizzato per scopi generici negli Stati Uniti. Definiti dall'angolo di filettatura, dal passo e dai diametri.
- Filettatura metrica ISO: Lo standard internazionale con un angolo di filettatura di 60°. Specifica il passo e il diametro della filettatura.
- NPT/NPS: Per connessioni a tubi filettati conici o diritti.
- ACME: Filettatura trapezoidale per viti a piombo e altre applicazioni di trasmissione di potenza.
Il tipo di filettatura deve essere compatibile con il componente di accoppiamento. Per questo motivo, la scelta e le specifiche delle filettature sono fondamentali.
Considerazioni chiave per le filettature stampate a iniezione
A causa della loro geometria complessa, la produzione di elementi filettati in plastica stampata a iniezione richiede componenti di stampo e considerazioni di processo speciali rispetto allo stampaggio tradizionale.
Ecco alcuni fattori chiave da tenere in considerazione:
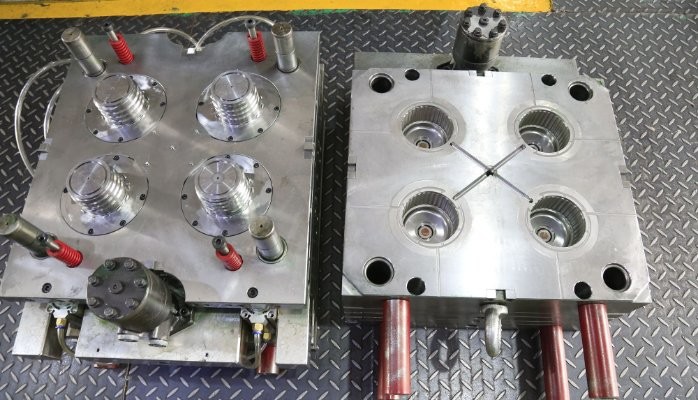
1. Componenti dello stampo
- Nuclei filettati: Anime in acciaio temprato lavorate con il profilo di filettatura desiderato. Inserite nella cavità dello stampo.
- Meccanismi di svitamento: Mezzo automatico o manuale per staccare le anime filettate dal pezzo stampato.
- Nuclei laterali: Può produrre caratteristiche di sottosquadro nelle filettature per evitare spaccature.
2. Selezione del materiale
- I materiali devono avere resistenza, durezza e duttilità adeguate per resistere ai danni della filettatura.
- Riempitivi come la fibra di vetro riducono la flessibilità del materiale durante lo stampaggio.
3. Design della parte
- Angoli di sformo per facilitare il rilascio dello stampo.
- Uniformità dello spessore della parete.
- Serrature di base minime.
La scelta di questi parametri è fondamentale per la produzione di parti in plastica filettate funzionali mediante stampaggio a iniezione.
Il processo di stampaggio a iniezione filettato passo dopo passo
Ecco le fasi principali per la realizzazione di componenti in plastica filettati mediante stampaggio a iniezione:
Fase 1: progettazione dello stampo
Lo stampo deve essere lavorato con precisione per consentire la riproduzione accurata di dettagli come le filettature nei pezzi stampati.
Le sottofasi chiave includono:
- Progettazione della cavità dello stampo in base alla geometria del pezzo.
- Realizzazione di inserti filettati per cavità.
- Integrazione di funzioni per la rimozione automatica o manuale del nucleo.
Eventuali sottosquadri nelle filettature possono richiedere camme o guide di scorrimento laterali per non ostacolare l'espulsione.
Fase 2: Assemblaggio dello stampo
Prima della produzione, lo stampo deve essere assemblato e calibrato:
- I perni e i blocchi d'anima filettati vengono inseriti nelle metà dello stampo.
- L'allineamento delle cavità è confermato per ridurre al minimo le scintille intorno alle filettature.
- Tutti i componenti dell'azione collaterale sono orientati.
- I canali di raffreddamento sono collegati.
Fase 3: Stampaggio a iniezione
A questo punto lo stampo completo viene montato in una macchina per lo stampaggio a iniezione della plastica per iniziare la produzione dei pezzi.
Il ciclo di base comprende:
- Serraggio - Le due metà dello stampo vengono pressate insieme con una forte pressione.
- Iniezione - La plastica fusa e surriscaldata riempie la cavità dello stampo attraverso le guide e le porte.
- Raffreddamento - Dopo aver riempito completamente l'impronta, i canali di raffreddamento e le pareti dello stampo raffreddano la plastica.
- Espulsione - I perni espellono la parte in plastica solida dallo stampo. I filetti si formano nella cavità.
- Reset - Lo stampo si chiude quando i meccanismi automatici ritirano le anime laterali ed espellono le anime filettate.
Lo stampo si apre, i pezzi vengono rimossi e il ciclo automatico si ripete continuamente.
Per ottenere pezzi filettati di alta qualità è necessario regolare con precisione i parametri di stampaggio, come la temperatura di fusione, la velocità di iniezione e il tempo di raffreddamento.
Fase 4: post-elaborazione
- I pezzi vengono rifilati, rifiniti e ispezionati dopo lo stampaggio.
- I controlli funzionali valutano l'integrità della filettatura mediante il montaggio di prova con la ferramenta filettata corrispondente.
- I pezzi superati vengono imballati e spediti. Gli articoli difettosi vengono scartati o granulati.
Con una costruzione robusta dello stampo e una regolazione adeguata delle impostazioni di processo durante i primi campionamenti, lo stampaggio a iniezione può produrre in modo affidabile componenti in plastica con dettagli di filettatura intricati.
Domande frequenti
È possibile modellare qualsiasi plastica con filettature?
- Tecnicamente sì, ma ogni materiale ha requisiti diversi in base alla viscosità, al ritiro, alla flessibilità, ecc. Plastiche amorfe e semicristalline come nylon, acetale, polipropilene, ABS sono più adatti per i pezzi filettati.
Quanti filetti per pollice (TPI) possono essere stampati?
- Come regola generale, le filettature in plastica dovrebbero utilizzare passi più grossi rispetto alle filettature in metallo. In genere si preferiscono passi intorno ai 10-20 TPI per evitare danni prematuri alle filettature in plastica. I passi ultra fini inferiori a 20 TPI richiedono uno stampaggio di altissima precisione.
Che tolleranza si può avere sulle filettature stampate a iniezione?
- Con utensili di precisione e controllo del processo, le filettature stampate possono raggiungere tolleranze 3-5% piuttosto strette, a seconda della plastica utilizzata. In generale, però, le filettature in plastica hanno tolleranze intrinsecamente più basse rispetto alle filettature in metallo lavorate o forgiate.
La saldatura a ultrasuoni è adatta all'assemblaggio di parti in plastica filettate?
- La saldatura a ultrasuoni provoca lo scorrimento e la deformazione del materiale, pertanto non è generalmente adatta per il fissaggio di parti filettate in plastica, che richiedono dimensioni precise per un funzionamento efficace. Si raccomanda invece di unire le parti filettate con tecniche di fissaggio convenzionali.
Punti di forza
- Anime e componenti di stampo specializzati consentono lo stampaggio a iniezione di filetti in plastica.
- La flessibilità del materiale e gli angoli di sformo riducono al minimo i danni da sformatura.
- I meccanismi di svitamento automatico migliorano la qualità e riducono i costi.
- Le filettature e le tolleranze più grandi consentono una maggiore variazione del processo plastico.
Prestando attenzione alla progettazione dello stampo, all'allocazione delle tolleranze e alle caratteristiche del materiale, è possibile produrre componenti filettati in plastica complessi in modo economico su scala industriale mediante stampaggio a iniezione.