Lo stampaggio a iniezione di plastica è uno dei processi produttivi più comuni e versatili utilizzati oggi. Dai giocattoli agli articoli per la casa, dai dispositivi medici alle parti di automobili, i componenti in plastica stampati a iniezione sono ovunque.
Data l'ubiquità e l'utilità dello stampaggio a iniezione per le materie plastiche, è naturale chiedersi se esista un processo equivalente per le parti metalliche. A quanto pare, esiste un processo di fusione dei metalli che funziona in modo molto simile allo stampaggio a iniezione della plastica: la pressofusione.
In questo post, come professionista produttore di stampaggio a iniezione di plasticaIn questa sede, analizzeremo in modo approfondito il confronto tra la pressofusione e lo stampaggio a iniezione, per capire perché può essere considerata la versione metallica di questa popolare tecnica di produzione.
Quale processo di fusione dei metalli è più simile allo stampaggio a iniezione della plastica?
Il processo di fusione dei metalli che funziona in modo più simile allo stampaggio a iniezione della plastica è la pressofusione. La pressofusione inietta una lega metallica fusa in stampi d'acciaio ad alta pressione, consentendo la produzione in serie di parti metalliche complesse e ad alta tolleranza. Questo rispecchia diverse fasi e capacità chiave del processo di stampaggio a iniezione, qualificando la pressofusione come l'equivalente metallico più vicino.
Come funziona lo stampaggio a iniezione della plastica
Prima di poter fare un confronto corretto con la pressofusione, esaminiamo rapidamente il funzionamento dello stampaggio a iniezione convenzionale. Ecco il processo standard di stampaggio a iniezione:
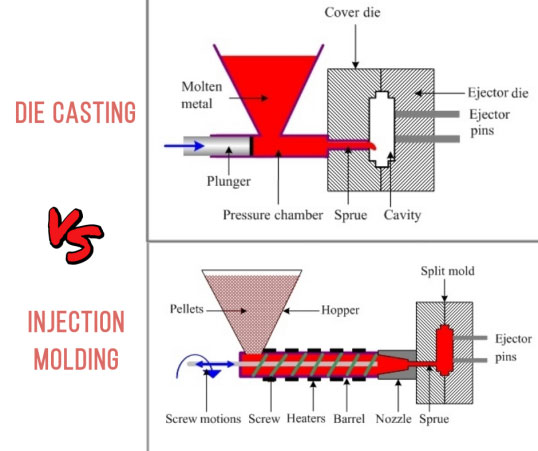
La materia prima plastica viene fusa all'interno del cilindro della pressa a iniezione. Le plastiche più comuni utilizzate sono ABSPVC, nylon, HDPE e policarbonato. La plastica viene fusa dal calore e dalla pressione di una vite rotante.
La plastica ormai liquida viene iniettata in uno stampo di acciaio. Lo stampo è chiuso, lubrificato e raffreddato da linee d'acqua. La plastica riempie la cavità, assumendo la forma dello stampo.
Il pezzo stampato si raffredda all'interno dello stampo fino a quando non è sufficientemente rigido per essere espulso. I tempi di raffreddamento dipendono dalla plastica utilizzata e dallo spessore della parete, ma in genere variano da 20 secondi a 2 minuti.
Lo stampo si apre e la parte in plastica completata viene espulsa. È necessaria una piccola rifinitura dei pezzi per rimuovere la plastica in eccesso e le linee dello stampo.
Questo rapido processo in 4 fasi consente di produrre in serie parti intricate in plastica con precisione, efficienza e ripetibilità. Ma esiste un equivalente in metallo?
Come la pressofusione si confronta con lo stampaggio a iniezione
La pressofusione è un processo di produzione in cui un metallo fuso viene iniettato ad alta pressione in uno stampo di acciaio, chiamato matrice. I metalli più comunemente colati sono leghe non ferrose di zinco, alluminio, magnesio e rame.
Questo potrebbe già sembrare molto simile allo stampaggio a iniezione della plastica, ma analizziamo più da vicino ogni fase chiave:
Preparazione dello stampo
Questa fase è quasi identica tra i due processi. Gli stampi metallici o gli stampi a iniezione in acciaio vengono spruzzati con un lubrificante e poi chiusi. Ciò favorisce il controllo della temperatura e l'espulsione dei pezzi.
Riempire lo stampo
È qui che si cominciano a vedere le somiglianze. Nella pressofusione, il metallo fuso viene iniettato nello stampo attraverso un collo d'oca. La pressione, la temperatura e la velocità sono attentamente controllate per riempire la cavità dello stampo.
Proprio come lo stampaggio a iniezione, con il processo di pressofusione ad alta pressione si possono creare parti metalliche sottili, complesse e ad alta tolleranza.
Raffreddamento e solidificazione
Dopo il riempimento dello stampo, il metallo fuso inizia a raffreddarsi rapidamente e a solidificarsi, assumendo la forma dello stampo metallico. I tempi di raffreddamento dipendono dalla lega utilizzata e dallo spessore della parete, ma sono in genere più rapidi rispetto allo stampaggio a iniezione della plastica.
Espulsione della parte
Infine, la matrice si separa e la parte metallica solidificata viene espulsa. Vengono eseguite anche alcune piccole rifiniture per rimuovere il metallo in eccesso e le scintille.
Come si può vedere da questo confronto, la pressofusione funziona in modo molto simile allo stampaggio a iniezione di plastica, ma con il metallo fuso al posto della plastica. Questo lo qualifica come il processo di fabbricazione dei metalli più equivalente.
Vantaggi unici della pressofusione
Al di là delle analogie di processo, la pressofusione offre alcuni vantaggi unici, proprio come lo stampaggio a iniezione per le materie plastiche:
- Capacità di produrre parti metalliche complesse e ad alta tolleranza su scala di massa
- Tempi di produzione molto rapidi
- Basso costo unitario a volumi elevati
- Ampia scelta di materiali in leghe colabili
- Possibilità di un elevato grado di automazione
Queste caratteristiche positive hanno reso la pressofusione il processo di scelta per la produzione di parti metalliche in molti settori, tra cui quello automobilistico, aerospaziale, elettronico e dei prodotti di consumo.
La pressofusione è in grado di creare componenti metallici durevoli con una precisione dimensionale più rigorosa rispetto ad altre tecniche di fabbricazione dei metalli. Ciò consente di produrre in scala parti metalliche piccole ma complesse, proprio come lo stampaggio a iniezione fa con le materie plastiche.
Principali differenze tra pressofusione e stampaggio a iniezione
Sebbene il processo di pressofusione abbia molti punti in comune con lo stampaggio a iniezione di materie plastiche, esistono anche alcune differenze degne di nota:
Materiali utilizzati: La differenza principale è che lo stampaggio a iniezione utilizza polimeri plastici, mentre la pressofusione lavora esclusivamente con leghe metalliche fuse. Ciascun processo è adattato al rispettivo tipo di materiale.
Costo dello stampo: A causa delle temperature e delle pressioni elevate, gli stampi per pressofusione sono più complessi e costosi di quelli per iniezione di plastica. Tuttavia, tendono anche a durare più di 1 milione di colpi.
Post-elaborazione: I pezzi pressofusi richiedono poche finiture, poiché vengono espulsi con superfici lisce. Le plastiche stampate a iniezione necessitano solitamente di operazioni secondarie di degradazione, testurizzazione o decorazione.
Tempi di consegna: La pressofusione ha generalmente tempi di ciclo più rapidi rispetto allo stampaggio a iniezione, soprattutto per i pezzi piccoli e a parete sottile. Ma la prototipazione di plastica a iniezione è più facile con stampi in alluminio a basso costo.
In sintesi, le due differenze principali si riducono ai materiali utilizzati e alla complessità/costo dello stampo. Per il resto, il processo di formazione è abbastanza simile.
Qual è il processo giusto per la vostra applicazione?
Abbiamo affrontato molti argomenti confrontando la pressofusione con lo stampaggio a iniezione di materie plastiche. Riassumiamo i principali insegnamenti:
- La pressofusione funziona in modo simile allo stampaggio a iniezione, ma con metallo fuso anziché polimeri plastici.
- Entrambi possono produrre pezzi complessi e ad alta tolleranza in volumi di produzione di massa.
- La pressofusione offre vantaggi unici come la forza, la resistenza al calore e cicli più rapidi.
- Lo stampaggio a iniezione di plastica offre costi inferiori e flessibilità dei materiali
Quale di questi ha senso per il vostro prodotto o applicazione specifica?
Ecco alcune linee guida:
Stampaggio a iniezione di plastica tende a funzionare meglio se è necessario:
- Bassi costi unitari, soprattutto per volumi molto elevati
- Parti leggere con resistenza alla corrosione
- Bassi costi di avvio e di prototipazione
- Libertà creativa con colori, texture e materiali
Pressofusione tende a funzionare meglio se si richiede:
- Parti metalliche ad alta resistenza e resistenti al calore e all'abrasione
- Componenti complessi con tolleranze molto strette
- Superfici più lisce che non necessitano di post-elaborazione
- Tempi di produzione rapidi
Per alcune applicazioni, potrebbero essere utili entrambi o anche una combinazione. Ma la valutazione dei requisiti e delle priorità specifiche fornirà indicazioni sulla scelta del processo migliore.
La versatilità dello stampaggio a iniezione di materie plastiche ne ha fatto il metodo di produzione preferito per la produzione di massa di parti in plastica in infiniti settori. La pressofusione offre la stessa capacità, efficienza e precisione, ma per componenti metallici a prezzi accessibili.
Se vi siete mai chiesti o avete avuto bisogno di un processo di fabbricazione del metallo che offrisse vantaggi simili a quelli dello stampaggio a iniezione, allora non cercate altro che la pressofusione, la versione più vicina al metallo di questa tecnica di produzione onnipresente.