Ottenere il Temperatura di stampaggio a iniezione del PC La destra può far funzionare o distruggere i vostri pezzi.
L'ho visto accadere innumerevoli volte. Un produttore imposta una temperatura di lavorazione del policarbonato troppo bassa e improvvisamente si trova ad avere a che fare con scatti brevi e parti deboli. Oppure la alza troppo e si ritrova con materiale degradato e striature argentate ovunque.
La verità è che:
Per trovare le giuste impostazioni di temperatura per il PC non basta seguire una scheda tecnica. Si tratta di capire come la temperatura influisca su ogni aspetto del processo di stampaggio.
In questa guida, come professionista Produttore di stampaggio a iniezione di PCVi mostrerò esattamente come ottimizzare le temperature dello stampaggio a iniezione di PC per ottenere pezzi sempre perfetti.
Quale temperatura utilizzare per lo stampaggio a iniezione di PC?
Ecco la risposta rapida:
Il PC richiede in genere temperature del barile comprese tra 260°C e 320°C (da 500°F a 608°F).
Ma questo è solo il punto di partenza.
La temperatura esatta necessaria dipende da diversi fattori:
- Il grado specifico del PC
- Complessità della parte
- Design dello stampo
- Requisiti di produzione
Permettetemi di analizzare ulteriormente la questione.
Conoscere le temperature di elaborazione dei PC
Il policarbonato è un materiale cosiddetto "sensibile alla temperatura".
Che cosa significa?
A differenza di alcune plastiche che hanno un'ampia finestra di lavorazione, il PC richiede precisione. La viscosità del materiale diminuisce significativamente con l'aumentare della temperatura, ma se si spinge troppo in là si inizierà a vedere la decomposizione.
Il punto di forza della temperatura
La maggior parte dei tipi di PC viene lavorata al meglio a una temperatura di fusione compresa tra 275°C e 295°C.
Si tratta della temperatura effettiva della plastica fusa (non solo di quella indicata dal controller della canna).
Ma è qui che la cosa si fa interessante:
Le impostazioni della temperatura della botte devono creare un profilo di temperatura specifico.
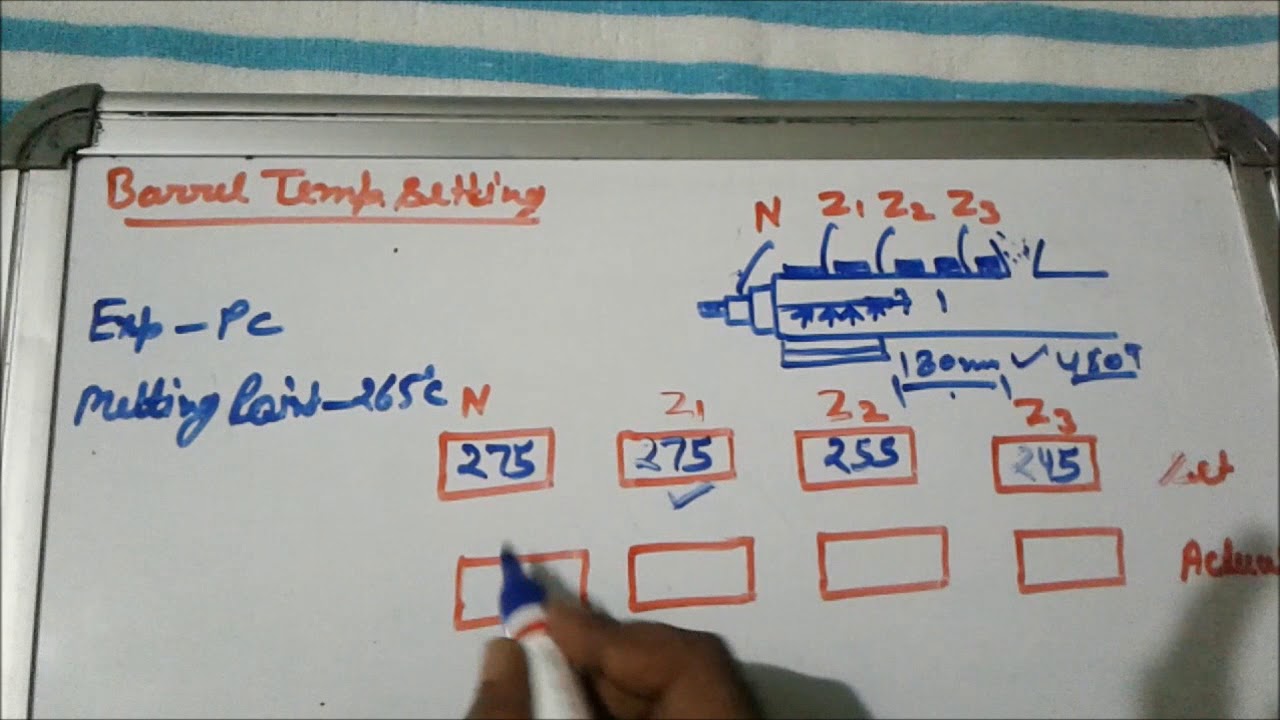
Impostazione del profilo di temperatura della canna
La chiave per elaborare il PC con successo?
Creare il giusto gradiente di temperatura dall'alimentazione all'ugello.
Ecco cosa funziona:
Zona posteriore (alimentazione): 250-270°C
Zona centrale: 260-270°C
Zona anteriore: 270-290°C
Ugello: 270-290°C
Notate lo schema?
È necessario un aumento graduale dalla parte posteriore a quella anteriore. In questo modo si garantisce che il materiale si sciolga progressivamente senza degradarsi.
Un consiglio da professionisti: Misurare la temperatura effettiva di fusione
Non fidatevi ciecamente del display della vostra macchina.
Utilizzate un pirometro per verificare la temperatura effettiva della fusione, effettuando un'iniezione d'aria. In questo modo si capisce cosa sta accadendo realmente al materiale.
Perché la temperatura della muffa è altrettanto importante
Ecco un aspetto che la maggior parte delle persone trascura:
La temperatura dello stampo è altrettanto importante della temperatura della botte.
Per il PC, si desidera mantenere le temperature dello stampo tra 80°C e 120°C (176°F - 248°F).
Perché così alto?
Il PC necessita di temperature di stampo elevate per:
- Ottenere una finitura superficiale adeguata
- Ridurre al minimo lo stress interno
- Garantire la stabilità dimensionale
- Prevenire la deformazione
Ho visto pezzi con proprietà meccaniche perfette fallire semplicemente perché lo stampo era troppo freddo.
Il pericolo nascosto: L'umidità
Prima di andare avanti, parliamo del più grande nemico dei PC:
Acqua.
Policarbonato è igroscopico. Aspira l'umidità dall'aria come una spugna.
E quando si riscalda il PC bagnato alla temperatura di lavorazione?
Si ottiene l'idrolisi. Il materiale si rompe letteralmente, causando:
- Bolle di sapone
- Strisce d'argento
- Parti deboli
- Difetti di superficie
La soluzione?
Pre-asciugare il materiale a 120°C (248°F) per 4-6 ore. Mantenere il contenuto di umidità al di sotto di 0,02%.
Nessuna eccezione.
Linee guida per la temperatura specifica del grado
Non tutti i gradi del PC sono uguali.
Formulazioni diverse richiedono parametri di lavorazione diversi:
Gradi PC standard
- Temperatura della canna: 280-300°C
- Temperatura dello stampo: 85-95°C
- Ideale per applicazioni generiche
PC ad alto flusso
- Temperatura della canna: 260-280°C
- Temperatura dello stampo: 80-90°C
- Ideale per i pezzi a parete sottile
PC riempito di vetro
- Temperatura della canna: 290-310°C
- Temperatura dello stampo: 90-110°C
- Richiede temperature più elevate a causa della maggiore viscosità
Miscele PC/ABS
- Temperatura della canna: 240-280°C
- Temperatura dello stampo: 70-100°C
- Temperatura di lavorazione inferiore a quella del PC puro
Controllare sempre la scheda tecnica del fornitore del materiale. Ma utilizzate questi dati come punti di partenza.
Impatto della temperatura sulla qualità dei pezzi
La temperatura non influisce solo sul riempimento dello stampo.
Ha un impatto su tutto:
Finitura superficiale
Temperature di stampo più elevate = migliore lucentezza della superficie. Ho visto pezzi passare da opachi a specchiati semplicemente aumentando la temperatura dello stampo di 20°C.
Stabilità dimensionale
Un adeguato controllo della temperatura riduce al minimo le variazioni di ritiro. Questo aspetto è fondamentale per i pezzi di precisione.
Proprietà meccaniche
Troppo basso? Si ottengono linee di saldatura deboli e scarsa resistenza agli urti.
Troppo alto? La degradazione del materiale riduce le proprietà complessive.
Stress interno
Questo è il problema principale. Le temperature non corrette creano uno stress interno che porta a..:
- Scricchiolii
- Curvatura
- Guasto di una parte in servizio
La chiave è trovare l'equilibrio tra un buon flusso e uno stress minimo.
Problemi comuni legati alla temperatura (e come risolverli)
Vorrei condividere i problemi più comuni che vedo:
Strisce d'argento
Causa: Umidità o surriscaldamento
Correggere: Asciugare correttamente il materiale, ridurre la temperatura della botte
Scatti brevi
Causa: Temperatura troppo bassa, flusso insufficiente
Correggere: Aumentare la temperatura della canna di 10°C, controllare la temperatura dell'ugello
Segni di bruciatura
Causa: Temperatura o tempo di permanenza eccessivi
Correggere: Temperature più basse, riduzione dei tempi di ciclo
Linee di saldatura scadenti
Causa: Temperatura di fusione troppo bassa sul fronte di flusso
Correggere: Aumento della temperatura della canna e dello stampo
Curvatura
Causa: Raffreddamento non uniforme, stress interno
Correggere: Ottimizzare l'uniformità della temperatura dello stampo
Strategie avanzate di controllo della temperatura
Volete portare lo stampaggio del PC a un livello superiore?
Provate queste tecniche avanzate:
Ottimizzazione specifica della zona
Non basta impostare e dimenticare. Regolate con precisione ogni zona in base a:
- Design della vite
- Produzione di materiale
- Requisiti della parte
Controllo dinamico della temperatura
Alcune applicazioni traggono vantaggio dalla variazione della temperatura dello stampo durante il ciclo. Ciò richiede un'attrezzatura specializzata, ma può migliorare notevolmente la qualità dei pezzi.
Considerazioni sul canale caldo
Eseguire il PC attraverso corridori caldi? Mantenere una temperatura di 5-10°C superiore a quella dell'ugello per evitare il congelamento.
Impostazione del processo: Passo dopo passo
Ecco il mio metodo collaudato per regolare le temperature del PC:
- Iniziare con la preparazione del materiale
- Essiccazione del materiale a <0,02% di umidità
- Conservare in contenitori sigillati
- Impostazione delle temperature iniziali
- Utilizzare le raccomandazioni del produttore
- Inizio conservativo
- Riscaldarsi correttamente
- Attendere 30 minuti per la stabilizzazione della temperatura
- Eseguire cicli di spurgo
- Scatti di prova
- Controllare il modello di riempimento
- Misurare la temperatura effettiva della fusione
- Ottimizzare in modo incrementale
- Regolare con incrementi di 5°C
- Modifiche al documento
- Convalidare la qualità dei pezzi
- Controllare le dimensioni
- Test delle proprietà meccaniche
Risoluzione dei problemi di temperatura
Quando le cose vanno male (e lo faranno), ecco la lista di controllo per la risoluzione dei problemi:
La parte non si riempie completamente?
- Controllare che l'ugello non sia congelato
- Aumento della temperatura della canna
- Verificare la temperatura dello stampo
Vedete il degrado?
- Ridurre la temperatura della botte
- Controllare il tempo di permanenza
- Pulire viti e barili
Dimensioni incoerenti?
- Verificare la stabilità della temperatura
- Controllare l'uniformità della temperatura dello stampo
- Rivedere il tempo di raffreddamento
Considerazioni sulle apparecchiature per l'elaborazione dei PC
Non tutte le macchine per lo stampaggio a iniezione sono uguali per il PC.
È necessario:
- Controllo preciso della temperatura (±1°C)
- Capacità di riscaldamento adeguata
- Buona progettazione della vite per il PC
- Strumentazione adeguata
Le macchine più vecchie potrebbero avere problemi. Se volete fare sul serio con il PC, investite in un'attrezzatura adeguata.
L'economia della termoregolazione
Ecco qualcosa da considerare:
Il funzionamento a temperature ottimali potrebbe consumare più energia (soprattutto per le temperature più elevate dello stampo).
Ma la ricompensa comprende:
- Meno scarti
- Migliore qualità dei pezzi
- Riduzione della post-elaborazione
- Clienti più felici
Fate i conti. La qualità paga.
Tendenze future nell'elaborazione dei PC
Mentre ci avviciniamo al 2025, vedo nuovi sviluppi:
- Sistemi di controllo della temperatura intelligenti che utilizzano l'intelligenza artificiale
- Metodi di riscaldamento più efficienti dal punto di vista energetico
- Migliori tecnologie di isolamento
- Monitoraggio della viscosità in tempo reale
Rimanere al passo con i tempi.
Punti di forza
Concludiamo con gli elementi essenziali:
- Il PC richiede un controllo preciso della temperatura per avere successo
- Le temperature del barile sono in genere comprese tra 260 e 320°C.
- La temperatura dello stampo (80-120°C) è altrettanto critica.
- Pre-asciugare sempre il materiale per evitarne la degradazione
- Gradi diversi richiedono temperature diverse
- Monitoraggio e regolazione in base alla qualità dei pezzi
Ricorda:
Successo con Temperatura di stampaggio a iniezione del PC non si tratta di seguire ciecamente una ricetta. Si tratta di capire i principi e di adattarli alla vostra situazione specifica.
Iniziate con le linee guida che ho condiviso. Testate sistematicamente. Documentate ciò che funziona.
In breve tempo, produrrete costantemente componenti PC perfetti.
Questo è il potere della padronanza del controllo della temperatura nello stampaggio a iniezione del policarbonato.