Lo stampaggio a iniezione è un processo produttivo molto diffuso, utilizzato per produrre parti in plastica in scala. Durante questo processo, la plastica fusa viene iniettata in una cavità dello stampo per assumere la forma desiderata.
Uno dei componenti più importanti ma trascurati degli stampi a iniezione sono gli otturatori. Che cos'è un arresto nello stampaggio a iniezione? Come professionista produttore di stampaggio a iniezione di plasticavi aiuterò a scoprirlo.
Che cos'è un'interruzione?
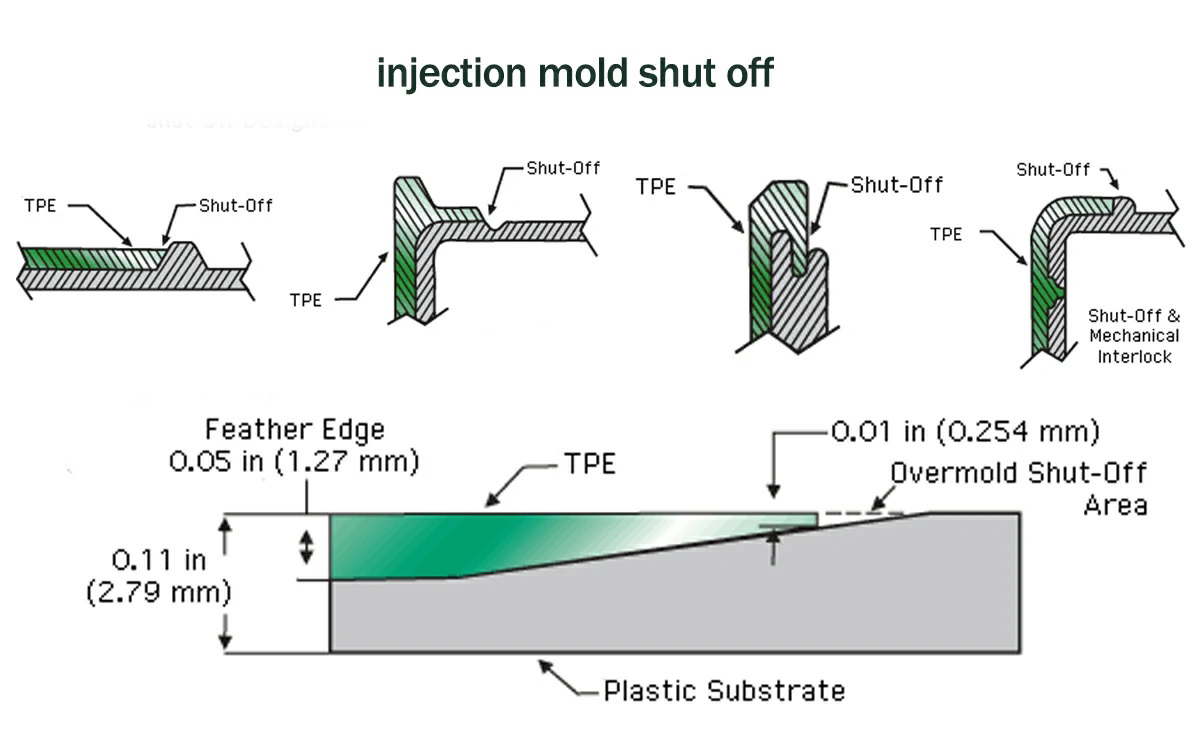
Il termine "shut off" si riferisce a un'area specifica di uno stampo a iniezione in cui le due metà si incontrano per chiudere fori o cavità nella parte finale in plastica.
In sostanza, gli otturatori consentono alla plastica di riempire completamente le cavità intricate dello stampo sigillando le sezioni. Senza un'adeguata chiusura, il materiale plastico fuso fuoriuscirebbe dalle cavità durante l'iniezione e non riuscirebbe a riempire correttamente lo stampo.
Quindi, in sintesi, una muffa spenta:
- È un'area in cui le due metà dello stampo si incontrano e si sigillano.
- Consente il riempimento completo di cavità complesse dello stampo
- Impedisce la fuoriuscita di plastica fusa e la formazione di bagliori
Ora che si sa che cos'è una chiusura di base per stampi, esaminiamo i 4 tipi principali di chiusura:
4 tipi principali di spegnimento
1. Superficie di spegnimento
La superficie di chiusura si riferisce semplicemente all'area dello stampo in cui le due metà si incontrano. Questa superficie funge essenzialmente da guarnizione per racchiudere la plastica all'interno della cavità dello stampo.
Una superficie di chiusura crea un'apertura senza soluzione di continuità per racchiudere completamente la plastica all'interno delle cavità.
Esempi comuni sono:
- Fori: Chiudere le superfici intorno ai fori e sigillare completamente le aperture per creare tubi di plastica o altre parti cave.
- Canali: Le aperture lunghe vengono create utilizzando superfici di chiusura per produrre canali
2. Angolo di spegnimento
L'angolo di chiusura è la regione inclinata in cui le metà del nucleo e della cavità si intersecano. Questo angolo è estremamente importante per:
Prevenzione delle collisioni durante la chiusura delle metà dello stampo e prevenzione dei danni
L'angolo di chiusura contribuisce anche alla corretta tenuta quando la plastica viene iniettata ad alte pressioni.
Di norma si utilizza un angolo minimo superiore a 3 gradi.
3. Ugello di chiusura
L'ugello di iniezione ha un canale che si apre e si chiude. Quando è chiuso, impedisce alla plastica di fuoriuscire dall'ugello.
Quindi, riassumendo:
L'ugello di chiusura è dotato di un meccanismo di tenuta che impedisce la fuoriuscita di plastica.
Questo permette di passare da un bicchierino pieno a un bicchierino vuoto senza che il materiale sbavi.
4. Spegnimento scorrevole
Alcuni stampi sono dotati di un design di chiusura scorrevole in cui due facce dello stampo scorrono l'una sull'altra durante la chiusura.
La chiusura a scorrimento offre la flessibilità necessaria per progettare cavità complesse. Tuttavia, se progettata in modo errato, può causare gravi danni allo stampo a causa della attrito.
Quindi, in sostanza:
Gli otturatori scorrevoli comportano superfici di contatto dinamiche che consentono una certa flessibilità di progettazione.