Lo stampaggio a iniezione è un processo produttivo onnipresente, utilizzato per produrre parti e prodotti in plastica su scala. Essendo uno dei metodi più comuni di produzione di parti in plastica a livello globale, la comprensione dello stampaggio a iniezione - compresi concetti chiave come i pozzetti a freddo - è importante per chiunque sia coinvolto in ruoli di produzione o di progettazione di prodotti.
In questa guida completa, come professionista produttore di stampaggio a iniezione di plasticaIn questo articolo spiegheremo esattamente che cos'è un pozzetto a freddo, perché è importante nello stampaggio a iniezione e come progettare correttamente i pozzetti a freddo per ottimizzare le prestazioni dello stampo. Iniziamo!
Che cos'è un pozzo di lumache fredde?
A pozzo di lumache fredde è un piccolo serbatoio o cavità che viene deliberatamente progettato nel sistema di canali o nell'area della porta di uno stampo a iniezione.
Lo scopo principale del pozzetto per il cold slug è quello di catturare e contenere il cold slug, un piccolo volume di plastica solida raffreddata che spesso si forma sulla punta dell'ugello di iniezione durante i processi di stampaggio.
Che cos'è il pozzo a freddo nello stampaggio a iniezione?
Si tratta di un piccolo serbatoio incorporato nello stampo che cattura i pezzi di plastica solida che possono formarsi sulla punta dell'ugello, evitando che causino difetti come imperfezioni superficiali o linee di maglia. Il posizionamento e la progettazione strategica dei pozzetti a freddo contribuiscono a salvaguardare l'uniformità della qualità dei pezzi.
Perché si formano le lumache del freddo?
Le lumache fredde si formano a intermittenza sulla punta dell'ugello per un paio di motivi fondamentali:
- Perdita di calore - Durante i periodi di inattività, la punta dell'ugello perde calore a favore dell'aria circostante e dell'acciaio freddo dello stampo. Ciò può causare il raffreddamento e la solidificazione della plastica residua.
- Differenziali di temperatura - Esiste una notevole discrepanza di temperatura tra la canna/ugello riscaldata (200-300°C) e le cavità dello stampo raffreddate (<100°C). Ciò amplifica i problemi di solidificazione del materiale al gate.
In sostanza, i proiettili freddi iniziano a prendere forma quando la punta dell'ugello o l'area della porta si interfacciano con i componenti dello stampo più freddi, facendo sì che la plastica fusa calda perda rapidamente calore e si solidifichi.
Problemi causati dalle lumache del freddo
Se questi insetti freddi entrano nella cavità dello stampo, possono causare ogni sorta di problema, tra cui:
- Difetti di superficie (ad es. avvallamenti, vuoti, bolle)
- Linee visibili di saldatura/ricucitura dovute all'ostruzione del flusso di materiale
- Proprietà meccaniche ridotte
- Riempimento incoerente che porta a tiri corti
Fortunatamente, è qui che pozzi freddi per lumache brillare...
Il ruolo del pozzo a freddo
Come suggerisce il nome, i pozzetti per i proiettili freddi forniscono un luogo per contenere, catturare e isolare i proiettili freddi durante la sequenza di stampaggio a iniezione.
Sequestrando gli slug freddi prima che raggiungano la cavità dello stampo, i pozzetti per slug freddi prevengono i difetti e mantengono costante la qualità dei pezzi.
Inoltre, i pozzetti a freddo aiutano a stabilizzare i processi di stampaggio promuovendo un flusso di fusione costante. Questo riduce al minimo le variazioni di ciclo e le fluttuazioni all'avvio dopo che il cilindro è rimasto inattivo.
Ora che abbiamo capito perché i pozzi cold slug sono importanti, esploriamo alcune best practice per la progettazione dei pozzi cold slug...
Linee guida per la progettazione dei pozzi a freddo
L'implementazione corretta dei pozzetti di scarico a freddo è fondamentale per ottimizzare le prestazioni dello stampo a iniezione. Seguite queste linee guida per la progettazione dei pozzetti a freddo:
1. Posizionamento strategico
È importante localizzare tatticamente i pozzi per le lumache fredde in base alla dinamica del flusso e ai punti in cui è probabile che le lumache fredde si accumulino.
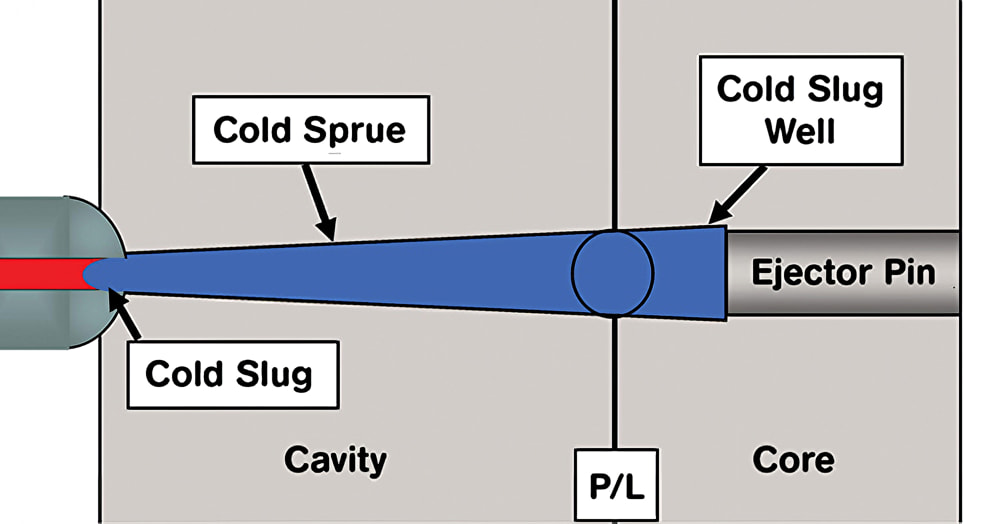
L'ideale è posizionare il pozzetto freddo alla fine dei canali primari o dove si verificano le maggiori convergenze del flusso di fusione prima delle porte. In questo modo si garantisce l'intercettazione dei proiettili freddi subito prima dell'iniezione della cavità.
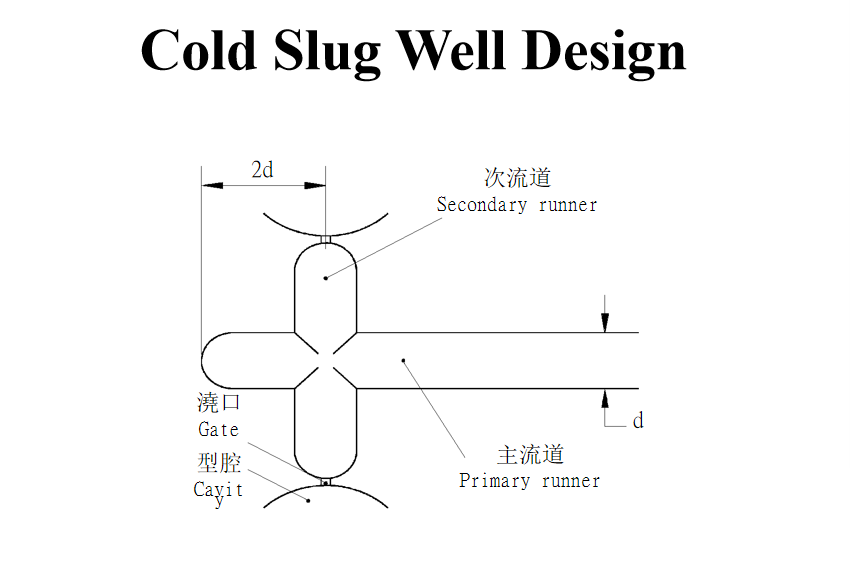
Figura 1. Esempio di posizionamento strategico di uno slug freddo prima di una porta dello stampo.
Anche la geometria della porta e i parametri di lavorazione influiscono sul posizionamento. Consultare il progettista dello stampo per individuare le posizioni ottimali.
2. Dimensionamento adeguato
Quando si dimensiona un pozzo per lo slug a freddo, occorre garantire un volume adeguato per contenere la formazione di slug a freddo prevista, evitando però lo spazio in eccesso.
I pozzetti sovradimensionati possono far ristagnare troppo materiale, affamando i pezzi e allungando i cicli.
Al contrario, i pozzi sottodimensionati possono provocare un traboccamento nelle cavità. Entrambi gli scenari vanificano lo scopo del pozzo a freddo.
Come regola generale, dimensionare bene il proiettile a freddo circa 20-30% maggiore della larghezza del canale primario. In questo modo si aggiunge margine senza introdurre rischi di pooling.
3. Considerazioni sulla fusione dei flussi
Quando si implementano i pozzetti in stampi a più porte con flusso di fusione convergente, occorre considerare attentamente le dinamiche in corrispondenza delle fusioni di flusso.
In questi casi, è necessario prevedere uno spazio sufficiente per contenere le pallottole provenienti da TUTTI i canali principali. La mancata considerazione del flusso aggregato potrebbe vanificare l'efficacia del pozzo.
4. Costruzione robusta
Sebbene i pozzi cold slug non sopportino le pressioni di iniezione, sono comunque sottoposti a forze termomeccaniche significative.
Costruire pozzi da materiali per stampi robusti e durevoli - tipicamente preindurito acciai per utensili inossidabili (P20, PX5). I materiali durevoli evitano problemi di erosione o deformazione nel tempo.
Riassunto dei pozzi a freddo
Nello stampaggio a iniezione, i pozzetti a freddo sono una polizza assicurativa fondamentale contro i difetti e le incongruenze dello stampaggio.
Intercettando la bava dell'ugello solidificata prima che raggiunga le cavità dello stampo, i pozzetti a freddo salvaguardano la qualità dei pezzi.
Un'attenta collocazione rispetto ai cancelli/corridoi assicura una cattura completa dei proiettili freddi. Inoltre, un corretto dimensionamento del progetto evita problemi come i tiri corti o il ristagno.
Grazie all'attenzione prestata al posizionamento, alle dimensioni e alle dinamiche di stampaggio, i pozzetti a freddo eliminano le ostruzioni al flusso, contribuendo alla realizzazione di processi di stampaggio ottimizzati e ripetibili.
Ora che conoscete meglio i pozzetti a freddo, siete ben attrezzati per implementarli nei vostri futuri stampi a iniezione!