Che cos'è il flash nello stampaggio a iniezione?
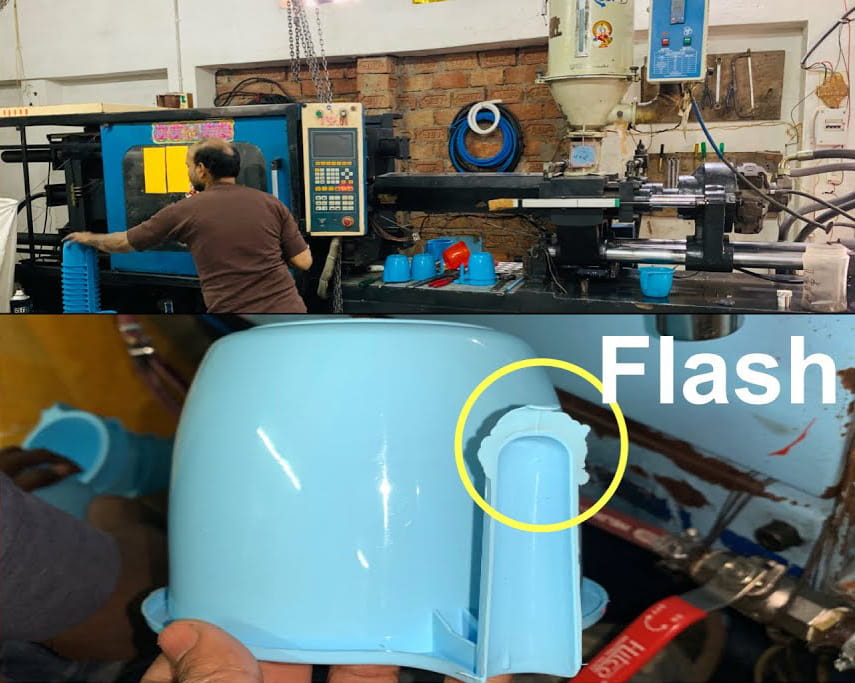
Che cos'è il flash nello stampaggio a iniezione? Il flash si riferisce alla plastica in eccesso che fuoriesce dalla cavità dello stampo durante il processo di stampaggio a iniezione. Lascia sottili "lembi" di plastica attaccati al pezzo finale.
Sebbene una piccola quantità di flash sia comune, una quantità eccessiva può avere un impatto negativo sull'aspetto, la consistenza e l'assemblaggio dei componenti stampati a iniezione.
Quindi, in questa guida completa, come professionista della plastica produttore di stampaggio a iniezione, vi illustrerò tutto ciò che dovete sapere su Flash, tra cui:
- Cause comuni dei difetti del flash
- Soluzioni per ridurre al minimo il flash
- Le migliori pratiche per la gestione del flash
Immergiamoci!
Cosa causa l'infiammabilità nello stampaggio a iniezione?
Il flash si verifica quando la plastica fusa fuoriesce dalla cavità dello stampo in cui si forma il pezzo. Ci sono alcuni modi comuni in cui ciò può accadere:
1. Disallineamento della linea di demarcazione
La linea di separazione è il punto in cui si incontrano le due metà di uno stampo a iniezione. Se ci sono spazi vuoti o disallineamenti lungo questa linea, la plastica può fuoriuscire e causare un'infiammabilità.
Problemi come l'usura degli stampi, l'accumulo di detriti e una forza di serraggio inadeguata possono contribuire alle perdite della linea di separazione.
2. Ventilazione insufficiente
Gli sfiati consentono all'aria di uscire dalla cavità dello stampo durante il riempimento. Senza uno sfiato adeguato, le sacche d'aria si comprimono e possono forzare la plastica attraverso le piccole fessure dello stampo.
3. Bassa pressione di serraggio
La pressione di serraggio mantiene lo stampo saldamente chiuso contro l'elevata pressione di iniezione. Se è troppo bassa, la pressione di iniezione può far aprire leggermente lo stampo, consentendo la formazione di bolle.
4. Flusso sbilanciato
Se la plastica fusa non riempie la cavità dello stampo in modo uniforme, è possibile che alcune sezioni si solidifichino presto mentre altre aree si stanno ancora riempiendo. Ciò può provocare l'intrappolamento dell'aria o il "getto" del materiale attraverso l'ultima apertura, causando un flash.
5. Materiale a bassa viscosità
Basso viscosità i materiali plastici scorrono più facilmente e possono fuoriuscire più facilmente attraverso piccole fessure della linea di giunzione o sfiati.
Come ridurre al minimo Flash
Sebbene un po' di flash sia spesso inevitabile, esistono modi per ridurlo attraverso una corretta progettazione degli utensili e l'ottimizzazione delle impostazioni di processo:
Allineamento preciso dello stampo
È fondamentale garantire il corretto allineamento e la tenuta lungo le linee di separazione. Eventuali spazi vuoti devono essere identificati e corretti.
Ventilazione adeguata
Aggiungere gli sfiati per rilasciare l'aria intrappolata e bilanciare la pressione della cavità durante il riempimento.
Forza di serraggio ottimale
La pressione di serraggio deve sigillare lo stampo senza consentire alla forza di aprire spazi vuoti.
Riempimento equilibrato
Assicurarsi che la plastica fluisca uniformemente in tutte le aree della cavità regolando la velocità di iniezione, la pressione e la temperatura.
Viscosità del materiale
Aumentare la viscosità per evitare che il materiale penetri facilmente attraverso piccole aperture.
Migliori pratiche per la gestione di Flash
Anche se l'ideale è ridurre al minimo la formazione di bave attraverso l'ottimizzazione degli utensili e della lavorazione, è probabile che rimanga un po' di plastica in eccesso. Ecco come gestire in modo corretto l'erosione:
Individuare i flash in aree poco visibili
Se il flash è inevitabile, assicurarsi che la linea di demarcazione e le prese d'aria siano posizionate nel punto in cui il flash avrà il minore impatto visivo o funzionale.
Rimuovere prontamente Flash
Utilizzare tecniche di sbavatura come la sabbiatura, il congelamento criogenico o la rifilatura manuale. Fare attenzione a non danneggiare il pezzo.
Gestire il flash in modo coerente
Assicurarsi che tutti i pezzi siano sgrassati allo stesso modo. Una rimozione incoerente delle scaglie può portare a una variazione delle dimensioni o dell'estetica dei pezzi.
Manutenzione periodica delle muffe
Pulire e ispezionare gli stampi, ripristinando le chiusure ermetiche e i canali di sfiato per ridurre l'infiammabilità nel tempo.
In sintesi
In sintesi, il flash è il materiale in eccesso che fuoriesce dalla cavità durante lo stampaggio a iniezione, solitamente a causa di problemi di allineamento dello stampo, sfiato, serraggio, flusso o viscosità.
Sebbene sia difficile eliminare completamente l'infiammabilità senza utensili di alta precisione molto costosi, i produttori possono seguire le migliori pratiche di ispezione, lavorazione e sbavatura per tenere sotto controllo l'infiammabilità e assicurarsi che abbia un impatto minimo sui componenti stampati a iniezione.
Spero che questa guida vi fornisca un'utile panoramica sul flash dello stampaggio a iniezione di plastica - fatemi sapere nei commenti se avete altre domande!