La pressione di mantenimento è un aspetto critico ma spesso incompreso del processo di stampaggio a iniezione. Come professionista produttore di stampaggio a iniezione di plasticaSono qui per demistificare questo parametro cruciale e spiegare esattamente come la pressione di mantenimento influisce sui vostri pezzi stampati.
Partiamo dall'inizio: che cos'è la pressione di mantenimento?

Definizione di pressione di mantenimento
In breve, pressione di mantenimento è la pressione mantenuta sulla plastica fusa dopo il riempimento della cavità dello stampo durante lo stampaggio a iniezione. In genere si aggira intorno al 70-80% della pressione massima di iniezione.
Lo scopo del mantenimento della pressione è duplice:
- Compensazione del ritiro del materiale durante il raffreddamento e la solidificazione del pezzo
- Estrarre lo stampo e imprimere una forza adeguata per riempire l'ultimo 5-10% della cavità.
La plastica fusa si ritira quando si raffredda. Se non si mantiene la pressione, questo restringimento risucchia il materiale in più dalle guide e dalle porte nella canna, lasciando i pezzi corti.
Mantenendo la pressione sulla vite, si alimenta lo stampo con materiale aggiuntivo per tenere conto del ritiro. Il risultato? Pezzi completamente imballati.
Ora, non so voi, ma io credo che qualche immagine sia necessaria. Ecco cosa succede durante le fasi dello stampaggio a iniezione:
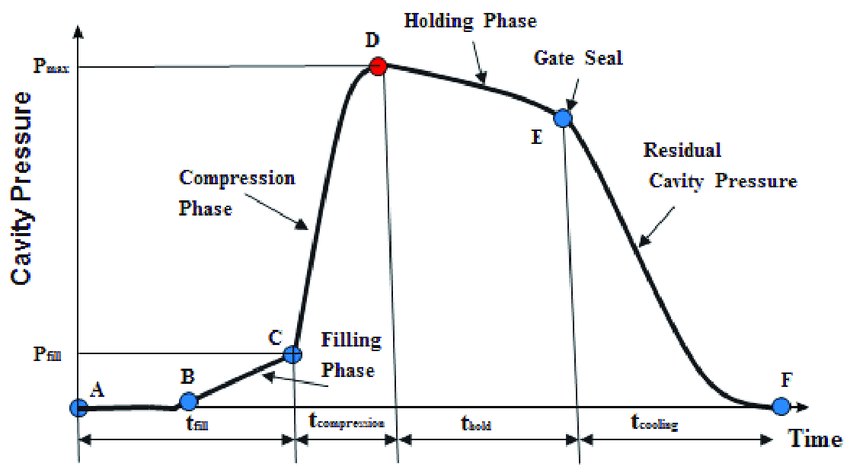
- Fase 1 - Riempimento: La pressione di iniezione riempie ~95% della cavità dello stampo
- Fase 2 - Impacchettamento: la pressione di mantenimento consente di estrarre l'ultima parte della cavità.
- Fase 3 - Raffreddamento: La pressione diminuisce man mano che il pezzo si solidifica
I valori di pressione effettivi durante la tenuta dipendono dal materiale. Ad esempio:
- Poliammide (PA) pressione di tenuta - 50% di pressione di iniezione
- Poliossimetilene (POM) pressione di mantenimento - 80% di pressione di iniezione
- Pressione di mantenimento in polipropilene (PP) / polietilene (PE) - 30-50% di pressione di iniezione
Tuttavia, a prescindere dalla resina, la pressione di mantenimento è sempre inferiore alla pressione di iniezione per evitare bolle e altri difetti.
Ora che avete capito le basi, analizziamo perché è importante regolare la pressione di mantenimento.
Perché la pressione di mantenimento è importante
In una parola: qualità.
Un'adeguata pressione di tenuta elimina i difetti dei pezzi, come i colpi corti, i ritiri e i vuoti interni. Date un'occhiata:
Nel frattempo, una pressione di mantenimento insufficiente porta a:
- Segni di affondamento
- Curvatura
- Linee di saldatura
- Incoerenza dimensionale
Un'eccessiva pressione di mantenimento causa problemi quali:
- Flash
- Sollecitazione residua
- Arrossire il cancello
Non è un buon segno.
Regolando la pressione di mantenimento al livello ottimale, è possibile evitare tutti questi difetti e produrre pezzi di qualità costante, lotto dopo lotto.
Lasciate che vi mostri cosa intendo.
Regolazione della pressione di mantenimento per la qualità dei pezzi
La regolazione della pressione di tenuta è più arte che scienza. Ma ecco un procedimento affidabile per trovare il punto giusto:
Fase 1: Iniziare con una pressione di mantenimento di base intorno a 65-75% della pressione massima di iniezione.
Fase 2: Aumentare la pressione di tenuta in modo incrementale ad ogni colpo. Ispezionare le parti per verificare la presenza di difetti visivi tra un colpo e l'altro.
Fase 3: Interrompere l'aumento della pressione di mantenimento quando il cancello mostra i primi segni di arrossamento o di flash.
Passo 4: Ridurre la pressione di mantenimento a ~5% dal punto di arrossamento/flash. Questa è la pressione di mantenimento ottimale.
L'ideale è ottenere un processo che riempia completamente lo stampo senza arrossare la porta o introdurre tensioni residue.
Naturalmente, non cambiare la pressione di mantenimento alla cieca. Prestare attenzione agli effetti sulla qualità del pezzo ad ogni incremento:
- A una pressione troppo bassa, aspettatevi tiri corti e affondi
- In prossimità della pressione ottimale, i pezzi dovrebbero riempirsi completamente senza difetti.
- Al di sopra della pressione ottimale, compaiono arrossamenti e lampi di luce al cancello.
Regolate il vostro processo di conseguenza.
E questo conclude questo corso accelerato sulla tenuta della pressione! Fatemi sapere se avete altri argomenti sullo stampaggio a iniezione che volete che tratti. Vivo per queste cose!