Il jetting è un difetto comune che può verificarsi durante il processo di stampaggio a iniezione e che provoca increspature, onde o striature indesiderate sulla superficie dei pezzi in plastica. In questa guida completa, come professionista produttore di stampaggio a iniezione di plasticaIn questa sede, tratteremo tutto ciò che c'è da sapere sul jetting nello stampaggio a iniezione, comprese le cause, le modalità di prevenzione e le soluzioni per la risoluzione dei problemi.
Che cos'è il jetting nello stampaggio a iniezione?
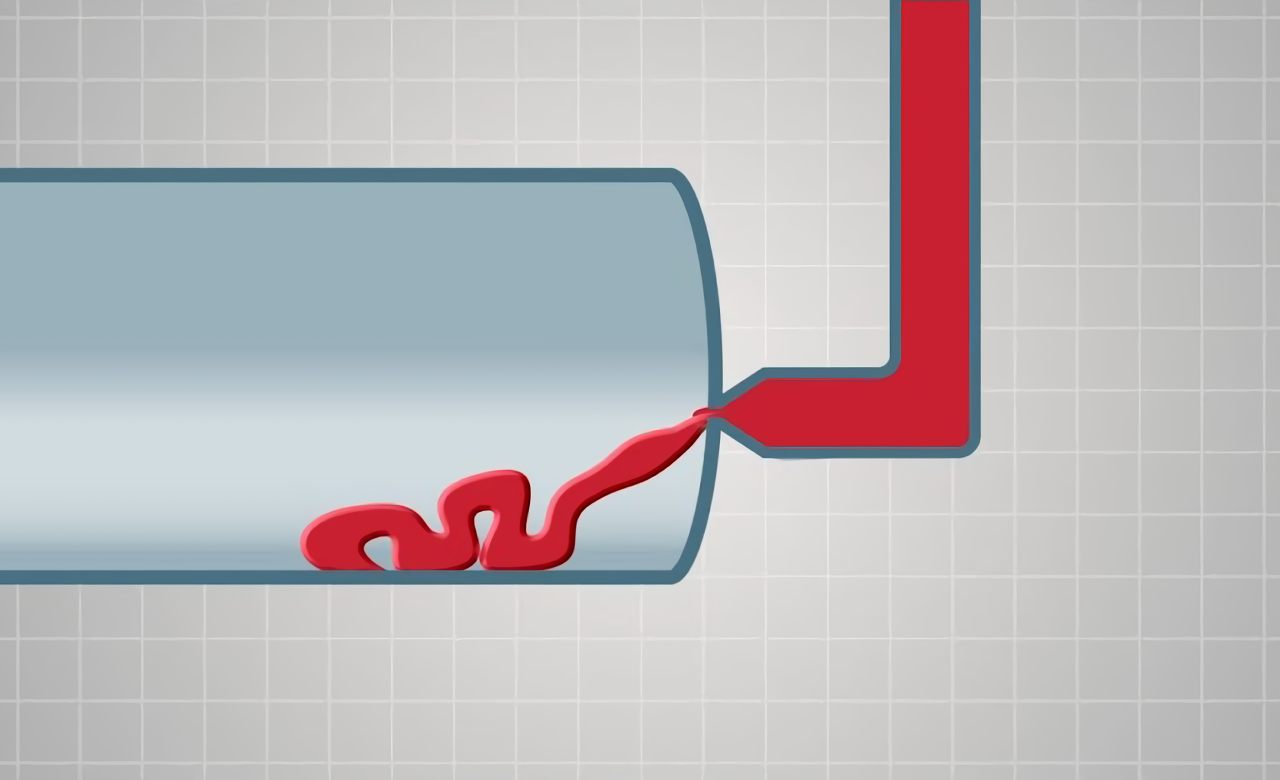
Il getto nello stampaggio a iniezione è un fenomeno di turbolenza che si verifica quando il flusso iniziale di plastica fusa entra nella cavità dello stampo ad alta velocità senza aderire immediatamente alle pareti dello stampo. Ciò fa sì che il materiale "getti" nello spazio aperto, creando increspature o striature visibili sulla superficie del componente che assomigliano a serpentine o a tracce di vermi.
Il getto d'acqua deriva dal fatto che il materiale fluisce troppo velocemente da una porta, un ugello, un canale di scorrimento, ecc. Poiché il polimero in rapido movimento non riesce a riempire uniformemente la cavità, il flusso turbolento crea difetti superficiali visibili sui pezzi stampati sotto forma di linee o onde.
Inoltre, la plastica iniettata inizia a raffreddarsi e a indurirsi prima che il resto della cavità si riempia. Il disegno increspato rimane quindi anche dopo la solidificazione del pezzo, creando una finitura non uniforme, linee fantasma o distorsioni visibili sui componenti stampati finali.
Quali sono le cause del getto nello stampaggio a iniezione?
Esistono diversi fattori potenziali che possono contribuire alla comparsa di difetti di getto durante il processo di stampaggio a iniezione:
1. Alta velocità di iniezione o Ram
Eccessivo velocità di iniezione o la velocità della ram è spesso il principale responsabile dei problemi di getto. Un'eccessiva velocità attraverso porte o orifizi stretti causa il comportamento di taglio e spruzzatura.
2. Progettazione impropria del gate
Lo spessore ridotto della porta rispetto allo spessore della parete del pezzo non fornisce una contropressione adeguata. Cancelli di grandi dimensioni mal posizionati consentono un flusso plastico non vincolato. Entrambi gli scenari rischiano il jetting.
3. Materiale a bassa viscosità
Il materiale sottile e scorrevole è più incline al comportamento di spruzzatura rispetto ai polimeri a più alta viscosità quando fluisce nella cavità.
4. Bassa pressione della cavità
Una pressione inadeguata nella cavità consente al bordo anteriore del flusso di materiale di allontanarsi dai bordi anziché impacchettare la forma del pezzo.
5. Congelamento prematuro
Temperature più basse possono causare una solidificazione troppo precoce del flusso di fusione, impedendo al materiale di riempire completamente la cavità.
Come prevenire il jetting nelle parti stampate a iniezione
Ecco alcuni metodi per prevenire i difetti di jetting nei componenti stampati a iniezione:
- Ottimizzare il design dei cancelli - utilizzare cancelli a ventaglio, cancelli sottomarini
- Posizionamento strategico del cancello - adiacente alle pareti della cavità
- Controllo della velocità di iniezione multistadio
- Velocità di iniezione complessiva più bassa
- Aumentare le impostazioni della pressione di mantenimento
- Temperature di stampo e fusione più elevate
- Utilizzare un materiale a più alta viscosità
Risoluzione dei problemi di getto nelle parti in plastica
Risolvere i problemi di jetting esistenti nei pezzi stampati a iniezione:
- Ispezione dei componenti stampati per individuare eventuali difetti superficiali
- Esaminare i dati di processo: velocità di iniezione, pressioni, temperature.
- Modifica della dimensione, della posizione e della geometria del gate
- Regolare i tempi di raffreddamento, la temperatura dello stampo e della massa fusa.
- Provare a ridurre la velocità di iniezione
- Passare a una viscosità superiore resina grado
- Aggiornamento degli inserti per cancelli, ventilazione
- Software di simulazione per la visualizzazione del flusso
Il monitoraggio proattivo del processo, la progettazione ottimizzata degli stampi e l'attenta messa a punto dei parametri sono fondamentali per prevenire e correggere i difetti di getto durante le operazioni di stampaggio a iniezione. Ma quando i problemi si manifestano, seguire metodi strutturati di risoluzione dei problemi aiuta a riportare i pezzi in linea con le specifiche in tempi brevi.
Cose da tenere a mente riguardo al jetting
Alcune indicazioni aggiuntive sui difetti di jetting nei componenti in plastica stampati a iniezione:
Il getto compromette la qualità dei pezzi: Sebbene a volte si tratti solo di un'imperfezione superficiale, il getto d'acqua può anche compromettere la resistenza, la funzionalità e l'efficacia del sistema.
Cause multiple: Non esiste un singolo fattore che causi definitivamente il jetting; di solito si tratta di una confluenza di condizioni di lavorazione.
Appare costantemente: Le linee di getto appaiono tipicamente nelle stesse aree dei componenti stampati in modo coerente.
Il software di simulazione aiuta: L'analisi del flusso teorico di materiale attraverso la tecnologia di stampaggio scientifico previene i difetti del mondo reale
I dettagli della muffa sono importanti: Posizione/profondità dello sfiato, angoli di tiraggio, finitura della superficie, piccoli dettagli dell'utensile influenzano la probabilità di getto.
È necessario perfezionare il processo: Per ridurre il jetting sono necessarie finestre di parametri più strette; richiede tempo, abilità e diligenza.
Selezione dei materiali sbagliata/giusta: Occasionalmente, il passaggio a una resina di grado diverso riduce radicalmente la tendenza al jetting.
Riassumendo, il jetting nello stampaggio a iniezione
La dinamica dei fluidi del processo di stampaggio a iniezione, pur essendo incredibilmente veloce e altamente pressurizzata, è estremamente sensibile. Fattori come lo squilibrio di riempimento, il differenziale di velocità e i rapporti di viscosità, che sembrano di poco conto, possono trasformarsi in difetti significativi del pezzo finale, come il jetting.
Tuttavia, dedicando il tempo necessario a conoscere il fenomeno del jetting nello stampaggio a iniezione, gli ingegneri di processo possono modificare le configurazioni delle porte, i profili di iniezione, le reologie dei materiali e le finiture superficiali degli stampi per promuovere flussi più uniformi e laminari nelle cavità. Il mantenimento di controlli di processo più severi consente di produrre in modo affidabile pezzi di plastica privi di difetti.
L'eliminazione dei difetti visibili, ma spesso impercettibili, dello stampaggio a iniezione rappresenta una sfida considerevole anche per gli esperti del settore. Per fortuna, seguire i principi scientifici dello stampaggio attraverso il perfezionamento della lavorazione e il collaudo dei componenti aiuta i produttori di materie plastiche a mantenere i loro obiettivi di qualità, ottenendo al tempo stesso vantaggi in termini di costi ed efficienza dallo stampaggio a iniezione nel lungo periodo.
Il jetting nello stampaggio a iniezione è un ostacolo che gli stampatori e i progettisti di pezzi possono superare attraverso la collaborazione, il lavoro di squadra per la risoluzione dei problemi e le prove di miglioramento continuo.