Getting the PC injection molding temperature right can make or break your parts.
I’ve seen it happen countless times. A manufacturer sets their polycarbonate processing temperature too low, and suddenly they’re dealing with short shots and weak parts. Or they crank it too high and end up with degraded material and silver streaks everywhere.
The truth is:
Nailing the right temperature settings for PC isn’t just about following a spec sheet. It’s about understanding how temperature affects every aspect of your molding process.
In this guide, as a professional PC injection molding manufacturer, I’ll show you exactly how to optimize your PC injection molding temperatures for perfect parts every time.
What Temperature Should You Use for PC Injection Molding?
Here’s the quick answer:
PC typically requires barrel temperatures between 260°C and 320°C (500°F to 608°F).
But that’s just the starting point.
The exact temperature you need depends on several factors:
- Your specific PC grade
- Part complexity
- Mold design
- Production requirements
Let me break this down further.
Understanding PC Processing Temperatures
Polycarbonate is what we call a “temperature-sensitive” material.
What does this mean?
Unlike some plastics that have a wide processing window, PC demands precision. The material’s viscosity drops significantly as temperature increases, but push it too far and you’ll start seeing decomposition.
The Temperature Sweet Spot
Most PC grades process best at a melt temperature between 275°C and 295°C.
This is the actual temperature of the molten plastic (not just what your barrel controller shows).
But here’s where it gets interesting:
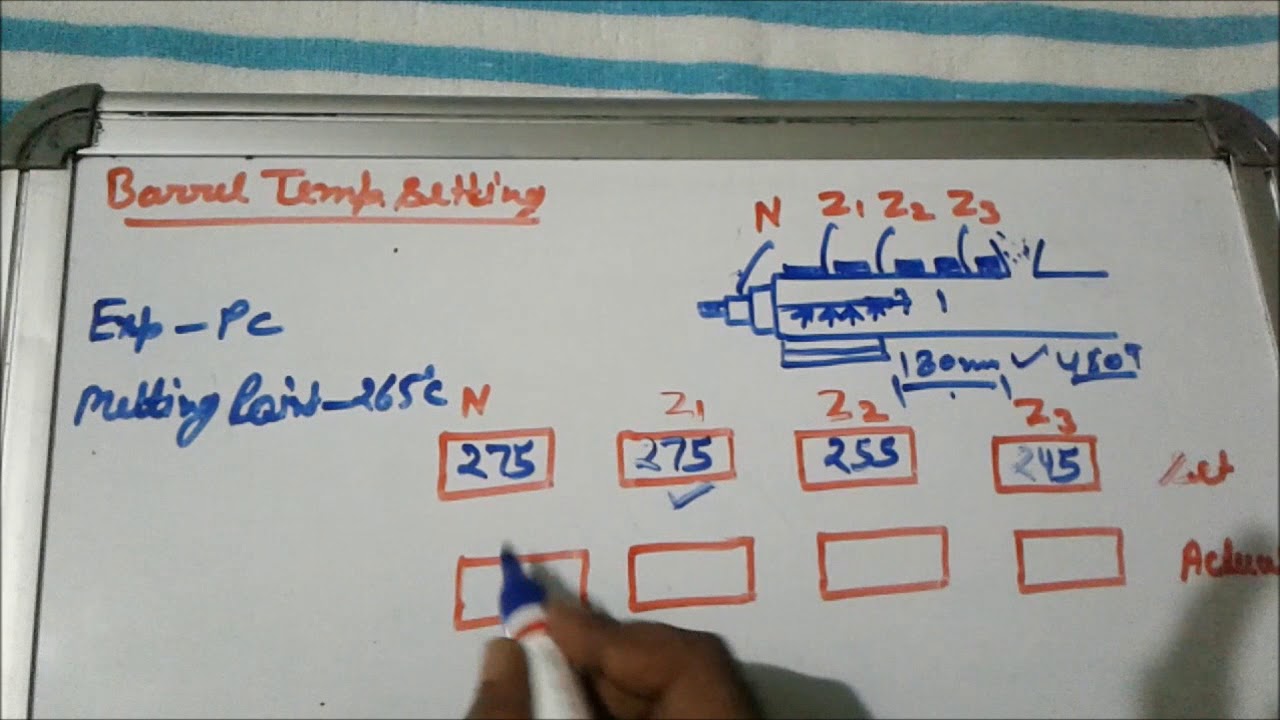
Your barrel temperature settings need to create a specific temperature profile.
Setting Up Your Barrel Temperature Profile
The key to processing PC successfully?
Creating the right temperature gradient from feed to nozzle.
Here’s what works:
Rear Zone (Feed): 250-270°C
Center Zone: 260-270°C
Front Zone: 270-290°C
Nozzle: 270-290°C
Notice the pattern?
You want a gradual increase from back to front. This ensures the material melts progressively without degrading.
Pro Tip: Measure Your Actual Melt Temperature
Don’t trust your machine’s display blindly.
Use a pyrometer to check your actual melt temperature by taking an air shot. This tells you what’s really happening with your material.
Why Mold Temperature Matters Just as Much
Here’s something most people overlook:
Your mold temperature is just as critical as your barrel temperature.
For PC, you want to maintain mold temperatures between 80°C and 120°C (176°F to 248°F).
Why so high?
PC needs elevated mold temperatures to:
- Achieve proper surface finish
- Minimize internal stress
- Ensure dimensional stability
- Prevent warpage
I’ve seen parts with perfect mechanical properties fail simply because the mold was too cold.
The Hidden Danger: Moisture
Before we go any further, let’s talk about PC’s biggest enemy:
Water.
Polycarbonate is hygroscopic. It sucks moisture from the air like a sponge.
And when you heat wet PC to processing temperature?
You get hydrolysis. The material literally breaks down, causing:
- Bubbles
- Silver streaks
- Weak parts
- Surface defects
The solution?
Pre-dry your material at 120°C (248°F) for 4-6 hours. Keep moisture content below 0.02%.
No exceptions.
Grade-Specific Temperature Guidelines
Not all PC grades are created equal.
Different formulations require different processing parameters:
Standard PC Grades
- Barrel temperature: 280-300°C
- Mold temperature: 85-95°C
- Best for general-purpose applications
High-Flow PC
- Barrel temperature: 260-280°C
- Mold temperature: 80-90°C
- Ideal for thin-wall parts
Glass-Filled PC
- Barrel temperature: 290-310°C
- Mold temperature: 90-110°C
- Requires higher temperatures due to increased viscosity
PC/ABS Blends
- Barrel temperature: 240-280°C
- Mold temperature: 70-100°C
- Lower processing temperature than pure PC
Always check your material supplier’s data sheet. But use these as your starting points.
Temperature’s Impact on Part Quality
Temperature doesn’t just affect whether your mold fills.
It impacts everything:
Surface Finish
Higher mold temperatures = better surface gloss. I’ve seen parts go from matte to mirror-like just by raising mold temperature 20°C.
Dimensional Stability
Proper temperature control minimizes shrinkage variation. This is crucial for precision parts.
Mechanical Properties
Too low? You get weak weld lines and poor impact strength.
Too high? Material degradation reduces overall properties.
Internal Stress
This is the big one. Incorrect temperatures create internal stress that leads to:
- Cracking
- Warpage
- Part failure in service
The key is finding the balance between good flow and minimal stress.
Common Temperature-Related Problems (And How to Fix Them)
Let me share the most common issues I see:
Silver Streaks
Cause: Moisture or overheating
Fix: Dry material properly, reduce barrel temperature
Short Shots
Cause: Temperature too low, poor flow
Fix: Increase barrel temperature 10°C, check nozzle temperature
Burn Marks
Cause: Excessive temperature or residence time
Fix: Lower temperatures, reduce cycle time
Poor Weld Lines
Cause: Melt temperature too low at flow front
Fix: Increase barrel and mold temperature
Warpage
Cause: Uneven cooling, internal stress
Fix: Optimize mold temperature uniformity
Advanced Temperature Control Strategies
Want to take your PC molding to the next level?
Try these advanced techniques:
Zone-Specific Optimization
Don’t just set it and forget it. Fine-tune each zone based on:
- Screw design
- Material throughput
- Part requirements
Dynamic Temperature Control
Some applications benefit from varying mold temperature during the cycle. This requires specialized equipment but can dramatically improve part quality.
Hot Runner Considerations
Running PC through hot runners? Keep temperatures 5-10°C higher than your nozzle to prevent freeze-off.
Setting Up Your Process: Step by Step
Here’s my proven process for dialing in PC temperatures:
- Start with material prep
- Dry material to <0.02% moisture
- Keep in sealed containers
- Set initial temperatures
- Use manufacturer recommendations
- Start conservative
- Warm up properly
- Allow 30 minutes for temperature stabilization
- Run purge cycles
- Take test shots
- Check fill pattern
- Measure actual melt temperature
- Optimize incrementally
- Adjust in 5°C increments
- Document changes
- Validate part quality
- Check dimensions
- Test mechanical properties
Troubleshooting Temperature Issues
When things go wrong (and they will), here’s your troubleshooting checklist:
Part won’t fill completely?
- Check nozzle isn’t frozen
- Increase barrel temperature
- Verify mold temperature
Seeing degradation?
- Reduce barrel temperature
- Check residence time
- Clean screws and barrels
Inconsistent dimensions?
- Verify temperature stability
- Check mold temperature uniformity
- Review cooling time
Equipment Considerations for PC Processing
Not all injection molding machines are created equal for PC.
You need:
- Precise temperature control (±1°C)
- Adequate heating capacity
- Good screw design for PC
- Proper instrumentation
Older machines might struggle. If you’re serious about PC, invest in proper equipment.
The Economics of Temperature Control
Here’s something to consider:
Running at optimal temperatures might use more energy (higher mold temperatures especially).
But the payoff includes:
- Fewer rejects
- Better part quality
- Reduced post-processing
- Happier customers
Do the math. Quality pays.
Future Trends in PC Processing
As we move through 2025, I’m seeing new developments:
- Smart temperature control systems using AI
- More energy-efficient heating methods
- Better insulation technologies
- Real-time viscosity monitoring
Stay ahead of the curve.
Key Takeaways
Let’s wrap this up with the essentials:
- PC requires precise temperature control for success
- Barrel temperatures typically range 260-320°C
- Mold temperature (80-120°C) is equally critical
- Always pre-dry material to prevent degradation
- Different grades need different temperatures
- Monitor and adjust based on part quality
Remember:
Success with PC injection molding temperature isn’t about following a recipe blindly. It’s about understanding the principles and adapting to your specific situation.
Start with the guidelines I’ve shared. Test systematically. Document what works.
Before long, you’ll be producing perfect PC parts consistently.
That’s the power of mastering temperature control in polycarbonate injection molding.