Uplastycznianie jest kluczowym etapem procesu formowania wtryskowego, który przygotowuje żywicę z tworzywa sztucznego do formowania poprzez przekształcenie jej ze stanu stałego w stopiony. W tym kompleksowym przewodniku, jako profesjonalista Producent form wtryskowych z tworzyw sztucznychWyjaśnimy, na czym dokładnie polega plastyfikacja i dlaczego jest tak ważna dla tworzenia wysokiej jakości części formowanych wtryskowo.
Czym jest plastyfikacja w formowaniu wtryskowym?
Uplastycznianie odnosi się do procesu topienia granulek żywicy z tworzywa sztucznego i mieszania ich, aż staną się jednorodną stopioną cieczą, którą można wtryskiwać do formy. Jest to jeden z początkowych etapów formowania wtryskowego, odbywający się przed wejściem tworzywa sztucznego do gniazda formy.
Prawidłowe uplastycznianie jest niezbędne do produkcji wytrzymałych, spójnych części o dobrym wykończeniu powierzchni. Jeśli tworzywo sztuczne nie zostanie dokładnie stopione i wymieszane, może to prowadzić do wad wizualnych, słabości strukturalnych i niespójności między częściami.
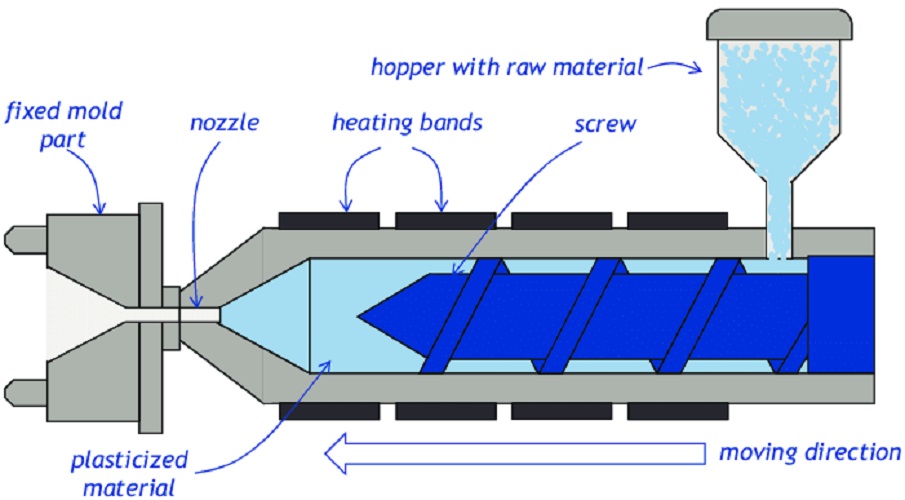
Podczas plastyfikacji granulki tworzywa sztucznego są podawane do podgrzewanej beczki i obracane przez ślimak. Tarcie mechaniczne i ciepło zewnętrzne topią tworzywo sztuczne, podczas gdy mieszanie ślimakowe zapewnia jednolitą temperaturę i lepkość. Po uplastycznieniu stopione tworzywo sztuczne może być wtryskiwane z kontrolowaną szybkością i ciśnieniem w celu wypełnienia gniazda formy.
Dlaczego plastyfikacja jest ważna?
Tworzywo sztuczne, które nie jest dokładnie uplastycznione, nie wypełni skomplikowanych szczegółów formy wtryskowej, obniżając jakość części. Oto kilka głównych powodów, dla których plastyfikacja jest kluczowym etapem:
- Zapewnia prawidłowe topienie i mieszanie łańcuchów polimerowych
- Osiąga jednolitą temperaturę i lepkość
- Umożliwia całkowite wypełnienie formy bez przeszkód
- Zapewnia wytrzymałość i elastyczność wymaganą do działania części
- Zapewnia gładkie wykończenie powierzchni wolne od wad wizualnych
Krótko mówiąc, kompleksowa plastyfikacja eliminuje problemy, które w przeciwnym razie mogłyby negatywnie wpłynąć na wygląd kosmetyczny i wydajność mechaniczną elementów formowanych wtryskowo.
Jak działa proces plastyfikacji?
Plastyfikacja zachodzi wewnątrz wtryskarki podgrzewana beczka poprzez połączone efekty
- Ciepło tarcia: Generowane przez siły ścinające obracającej się śruby.
- Ogrzewanie zewnętrzne: Dodano kontrolę temperatury w beczce.
- Miksowanie: Zapewnione przez geometrię śruby.
Gdy plastikowe granulki wchodzą z leja zasypowego do bębna, napotykają trzy różne strefy, z których każda ułatwia topienie, mieszanie i gromadzenie stopionego materiału:
1. Strefa zasilania
Pelety są podawane do bębna i przenoszone do przodu przez obracający się ślimak. Występuje tu minimalne topnienie, w dużej mierze spowodowane ciepłem przewodzonym przez ścianki bębna.
2. Strefa kompresji
Przestrzeń między ślimakami zwęża się, zwiększając ciśnienie i siły ścinające/ciepło. Powoduje to topnienie zewnętrznych warstw granulek.
3. Strefa pomiarowa
Ekstremalne ścinanie z mniejszych kanałów ślimaka i najwyższe temperatury całkowicie topią granulki w płynnej matrycy. Dokładne wymieszanie skutkuje uzyskaniem jednorodnego stopu gotowego do wtrysku.
Dostrajanie temperatury lufy, obrotów śruby i ciśnienia wstecznego umożliwia przetwórcom wybieranie ustawień, które zapewniają jednolite stopienie tworzywa sztucznego do formy. Proces uplastyczniania osiąga punkt kulminacyjny, gdy ślimak wtryskuje stopioną żywicę przez dyszę, tuleję wlewową i system prowadnic do oczekującej wnęki formy.
Problemy z plastyfikacją i sposoby ich rozwiązywania
Aby uzyskać bezbłędne, spójne części poprzez formowanie wtryskowe, plastyfikacja musi przygotować materiał tak, aby dokładnie spełniał wymagania dotyczące lepkości, temperatury i charakterystyki płynięcia. Oto kilka typowych problemów związanych z plastyfikacją i wskazówki dotyczące ich rozwiązywania:
Przegrzany materiał
- Przyczyny: Nadmierne nagrzewanie się lufy, zbyt wysokie obroty śruby
- Rozwiązania: Obniżenie temperatury cylindra, zmniejszenie obrotów śruby
Podtopiony materiał
- Przyczyny: Niska temperatura lufy, niskie obroty śruby
- Rozwiązania: Zwiększenie ciepła i obrotów śruby w celu poprawy współczynnika topnienia
Niejednolite stopienie
- Przyczyny: Nieodpowiednie mieszanie i czas przebywania
- Rozwiązania: Spowolnienie wtrysku, zwiększenie ciśnienia wstecznego
Degradacja materiału
- Przyczyny: Zbyt duża historia ciepła ścinającego
- Rozwiązania: Zwiększenie prędkości posuwu, niższe obroty śruby
Czarne plamki w częściach
- Przyczyna: Materiał przegrzał się i uległ degradacji
- Rozwiązanie: Niższa temperatura lufy i niższe obroty śruby
Staranne dostosowanie parametrów plastyfikacji pozwala producentom na optymalne przygotowanie materiału, które pozwala na całkowite wypełnienie formy bez pogorszenia jej jakości. żywica.
Wnioski na temat plastyfikacji w formowaniu wtryskowym
- Uplastycznianie przekształca granulki tworzywa sztucznego w stan stopiony przed wtryskiem poprzez tarcie lub ogrzewanie zewnętrzne połączone z mieszaniem.
- Jest to krytyczny krok umożliwiający prawidłowe wypełnienie formy i produkcję wysokiej jakości komponentów poprzez formowanie wtryskowe.
- Podczas plastyfikacji żywica z tworzywa sztucznego przechodzi przez wyspecjalizowane strefy ślimaka, umożliwiając topienie, wzrost ciśnienia i mieszanie.
- Aby uzyskać idealną lepkość, temperaturę i właściwości przepływu bez degradacji materiału, konieczne jest precyzyjne dostosowanie temperatury, ciśnienia, prędkości ślimaka i czasu przebywania.
Zrozumienie procesu plastyfikacji pomaga producentom form kontrolować ten wrażliwy proces w celu osiągnięcia wysokiej wydajności pozbawionych wad, wytrzymałych komponentów formowanych wtryskowo. Dzięki dokładnemu przygotowaniu tworzywa sztucznego, skomplikowane formy mogą być wypełniane w sposób powtarzalny, aby w pełni wykorzystać potencjał wydajności projektu części.