Przeciwciśnienie jest kluczowym, ale często pomijanym parametrem w formowaniu wtryskowym. Prawidłowe ustawienie ciśnienia wstecznego poprawia spójność wtrysku i jakość części.
W tym kompleksowym przewodniku, jako profesjonalista Producent form wtryskowych z tworzyw sztucznychPomogę ci dowiedzieć się, czym jest ciśnienie wsteczne, dlaczego jest ważne i jak je ustawić krok po kroku.
Czym jest formowanie wtryskowe z przeciwciśnieniem?
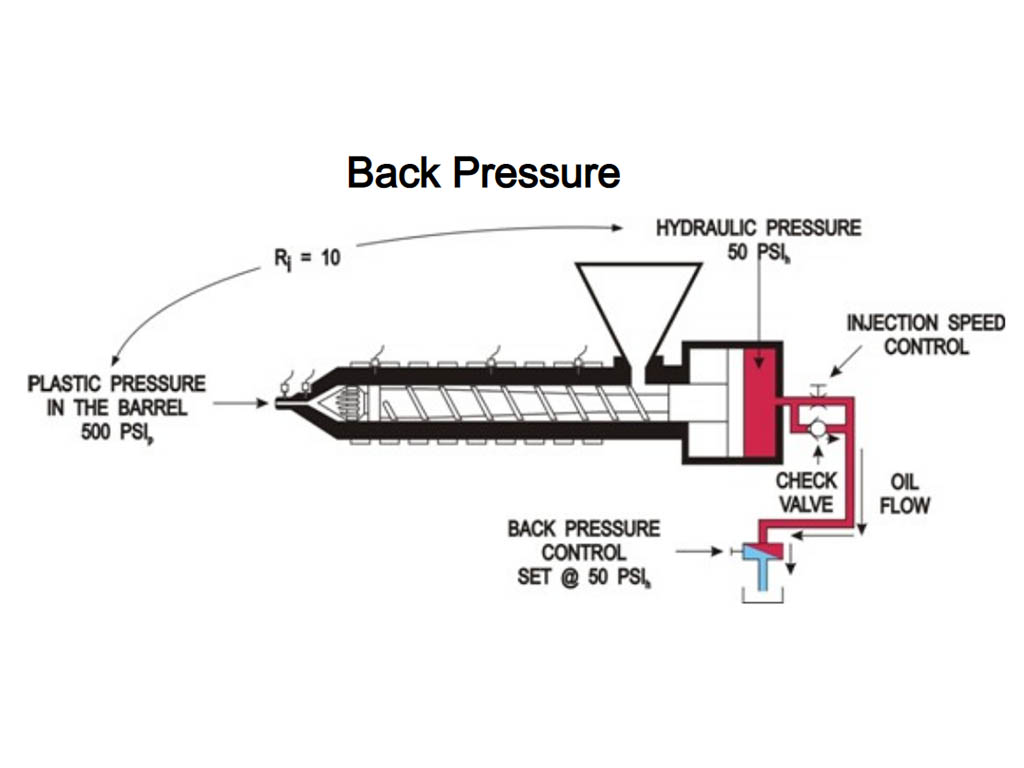
Ciśnienie wsteczne odnosi się do oporu stawianego ślimakowi podczas jego powrotu w celu wytworzenia kolejnego śrutu. Ściska ono tworzywo sztuczne przed zaworem zwrotnym, aby zapewnić stały rozmiar i gęstość śrutu.
Wyższe ciśnienie wsteczne zapewnia lepszą jednorodność stopu i kontrolę temperatury bez podnoszenia temperatury stopu. Poprawia również dyspersję koloru, odpowietrzanie, stabilność wymiarową i zapobiega ślimakowemu ślimakowi.
Jednak nadmierne przeciwciśnienie może uszkodzić wzmocnione żywice i spowodować degradację wrażliwych na temperaturę tworzyw sztucznych. Wydłuża również czas cyklu.
Dlaczego ustawienie ciśnienia wstecznego jest ważne?
Oto 5 powodów, dla których prawidłowe ustawienie ciśnienia wstecznego ma znaczenie:
1. Stały rozmiar strzału
Kompresja przeciwciśnieniowa ciasno upakowuje cząsteczki, dzięki czemu każdy strzał ma taką samą gęstość i wagę. Ta spójność jest niezbędna dla uzyskania dobrych części.
2. Lepsza jakość stopu
Zwiększone ciśnienie wsteczne dokładniej miesza dodatki i pigmenty bez zwiększania temperatury topnienia. Zapewnia to gładkie, jednolite stopienie.
3. Zmniejszony luz i błysk
Kontrolując gęstość strzału, ciśnienie wsteczne zapobiega rozrzutowi, rozbłyskom i innym defektom związanym z niespójnym wypełnieniem.
4. Szybsze zmiany kolorów
Ciśnienie wsteczne skuteczniej oczyszcza lufę podczas zmiany koloru, utrzymując końcówkę śruby blisko gardzieli.
5. Brak czarnych plamek
Minimalizuje to przerwy między śrubami, aby zapobiec degradacji materiału i powstawaniu czarnych plamek.
Jak duże ciśnienie wsteczne jest potrzebne?
Zasadą jest, że 50-100 psi przeciwciśnienia hydraulicznego na cal średnicy śruby zapewnia dobre wyniki.
Tak więc 3-calowa śruba wymaga ciśnienia 150-300 psi. Nadmierne ciśnienie wsteczne grozi uszkodzeniem, dlatego należy zwiększać je ostrożnie, co 50 psi, aż do osiągnięcia optymalnego poziomu.
Utrzymywanie najniższego możliwego ciśnienia wstecznego, które nadal zapewnia dobre części. Każdy materiał i forma ma unikalne wymagania.
Jak ustawić ciśnienie wsteczne w formowaniu wtryskowym w 6 krokach
W celu ustawienia ciśnienia wstecznego należy postępować zgodnie z poniższą procedurą:
Krok 1: Zacznij bez ciśnienia wstecznego
Ustaw ciśnienie wsteczne na zero i ustal proces bazowy. Jest to punkt odniesienia.
Krok 2: Zwiększenie obrotów śruby
Zwiększaj obroty śruby w krokach co 25-50 obr/min, aż proces stanie się niespójny z powodu zbyt dużego nagrzewania ścinającego. Następnie należy nieznacznie zmniejszyć obroty, aż do uzyskania stabilności.
Pozwala to określić maksymalne obroty, jakie może obsłużyć dana konfiguracja. Teraz ustal obroty i dostosuj ciśnienie wsteczne.
Krok 3: Zwiększenie ciśnienia wstecznego
Zacznij od dodania ciśnienia wstecznego 50-100 psi. Poczekaj, aż urządzenie się ustabilizuje i obserwuj zmiany konsystencji.
Krok 4: Powtarzaj do uzyskania optymalnego wyniku
Stopniowo zwiększaj ciśnienie wsteczne między strzałami w krokach co 50 psi. Kontynuuj do maksymalnego ciśnienia wstecznego zalecanego dla danego materiału lub do momentu uzyskania najlepszej konsystencji.
Krok 5: Dostrajanie ustawień
Może się okazać, że najlepszy punkt znajduje się pomiędzy dwoma ustawieniami ciśnienia wstecznego. Jeśli tak, wybierz niższą wartość, aby uzyskać nieco większy margines bezpieczeństwa.
Krok 6: Potwierdzenie za pomocą monitorowania danych
Na koniec należy zweryfikować nowy proces za pomocą naukowych danych formowania z krytycznych danych wyjściowych procesu (CPO). Kluczowe wskaźniki to masa/rozmiar wypraski i czas odzyskiwania ślimaka.
Należy uważnie monitorować różnice między kolejnymi strzałami. Jeśli wartości różnią się o więcej niż +/- 1%, prawdopodobnie potrzebne jest większe ciśnienie wsteczne, aby proces był naprawdę powtarzalny.
Najczęściej zadawane pytania
Czy ciśnienie wsteczne wpływa na temperaturę topnienia?
Nie, przeciwciśnienie ma znikomy wpływ na temperaturę topnienia. Obroty śruby mają ponad 10 razy większy wpływ.
Czy można obliczyć wymagane ciśnienie wsteczne?
Nie do końca. Optymalne ciśnienie wsteczne zależy w dużej mierze od materiału, barwnik, konstrukcja formy i inne czynniki. Należy to ustalić eksperymentalnie.
Czy istnieje maksymalny limit ciśnienia wstecznego?
Tak, większość ekspertów sugeruje ograniczenie ciśnienia wstecznego do nie więcej niż 20% maksymalnego tonażu jednostki wtryskowej. Nadmierne ciśnienie wsteczne grozi uszkodzeniem.
Dlaczego zwiększenie ciśnienia wstecznego zwiększa rozmiar strzału?
Większe ciśnienie wsteczne powoduje gęstsze upakowanie cząsteczek. Tak więc przy tej samej objętości śrutu, więcej materiału jest ściskane na miejscu, zwiększając wagę śrutu.
Wnioski
Ustawienie odpowiedniego ciśnienia wstecznego jest niezbędne do solidnego, powtarzalnego formowania wtryskowego z częściami o stałej jakości.
Postępuj zgodnie z poniższymi 6 krokami, zaczynając od zerowego ciśnienia wstecznego, początkowo maksymalizując obroty śruby, a następnie stopniowo zwiększając ciśnienie wsteczne, aż do klinicznego określenia optymalnej konsystencji.
Uzyskanie prawidłowego ciśnienia zwrotnego za pierwszym razem oszczędza godziny debugowania i sfrustrowanych klientów w późniejszym czasie. Poświęć trochę czasu na precyzyjne ustawienie ciśnienia, korzystając z naukowych zasad formowania, aby uzyskać bezproblemowy proces.