Utrzymywanie ciśnienia jest krytycznym, ale często źle rozumianym aspektem procesu formowania wtryskowego. Jako profesjonalista Producent form wtryskowych z tworzyw sztucznychJestem tutaj, aby zdemistyfikować ten kluczowy parametr i dokładnie wyjaśnić, w jaki sposób ciśnienie trzymania wpływa na formowane części.
Zacznijmy od początku - czym w ogóle jest utrzymywanie ciśnienia?

Definicja ciśnienia trzymania
W skrócie, ciśnienie trzymania to ciśnienie utrzymywane na stopionym tworzywie sztucznym po wypełnieniu gniazda formy podczas formowania wtryskowego. Zazwyczaj wynosi ono około 70-80% maksymalnego ciśnienia wtrysku.
Cel utrzymywania ciśnienia jest dwojaki:
- Kompensacja skurczu materiału podczas chłodzenia i krzepnięcia części.
- Wypchnąć formę i zapewnić odpowiednią siłę do wypełnienia ostatniego 5-10% wgłębienia.
Stopiony plastik kurczy się podczas chłodzenia. Bez utrzymywania ciśnienia, skurcz ten zasysałby dodatkowy materiał z prowadnic i bramek z powrotem do lufy, pozostawiając krótkie części.
Poprzez utrzymywanie nacisku na śrubę, ciśnienie utrzymujące wprowadza dodatkowy materiał do formy, aby uwzględnić ten skurcz. Rezultat? W pełni upakowane części.
Nie wiem jak Ty, ale ja uważam, że przydałaby się jakaś wizualizacja. Oto, co dzieje się podczas faz formowania wtryskowego:
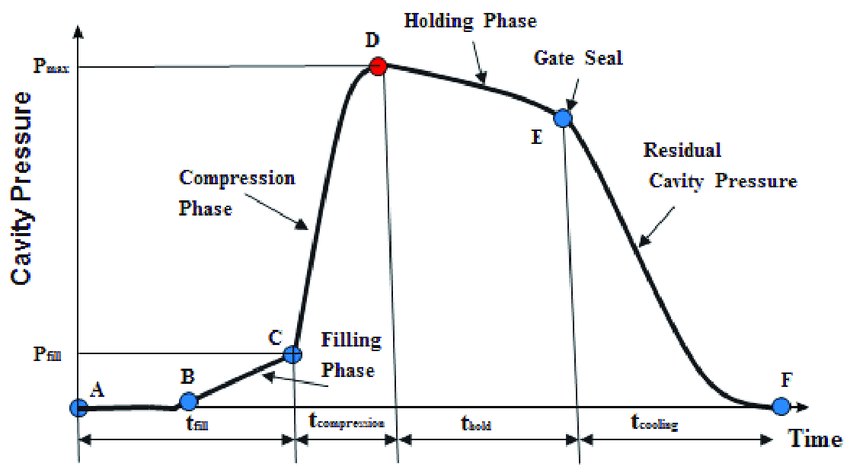
- Faza 1 - Wypełnianie: Ciśnienie wtrysku wypełnia ~95% gniazda formy.
- Faza 2 - Pakowanie: Przytrzymanie ciśnienia powoduje wypchnięcie ostatniego fragmentu ubytku.
- Faza 3 - Chłodzenie: Ciśnienie spada w miarę krzepnięcia części
Rzeczywiste wartości ciśnienia podczas trzymania zależą od materiału. Na przykład:
- Ciśnienie trzymania poliamidu (PA) - 50% ciśnienia wtrysku
- Polioksymetylen (POM) ciśnienie trzymania - 80% ciśnienia wtrysku
- Ciśnienie trzymania polipropylenu (PP) / polietylenu (PE) - 30-50% ciśnienia wtrysku
Jednak bez względu na rodzaj żywicy, ciśnienie utrzymywania zawsze powinno być niższe od ciśnienia wtrysku, aby uniknąć zapłonu i innych wad.
Teraz, gdy zrozumiałeś już podstawy, przejdźmy do tego, dlaczego dostrojenie ciśnienia trzymania ma znaczenie.
Dlaczego utrzymywanie ciśnienia ma znaczenie
Jednym słowem: jakość.
Prawidłowe ciśnienie trzymania eliminuje wady części, takie jak krótkie strzały, kurczenie się i wewnętrzne puste przestrzenie. Zobacz:
Tymczasem niewystarczające ciśnienie trzymania prowadzi do:
- Znaki zlewu
- Wypaczenie
- Linie spawania
- Niespójność wymiarów
Nadmierny nacisk powoduje takie problemy jak
- Flash
- Naprężenie szczątkowe
- Rumieniec bramy
Yikes - no bueno.
Dostosowując ciśnienie trzymania do optymalnego poziomu, można uniknąć wszystkich tych wad i produkować spójne, wysokiej jakości części partia po partii.
Pokażę ci, co mam na myśli.
Dostrajanie ciśnienia trzymania pod kątem jakości części
Wybieranie ciśnienia trzymania jest bardziej sztuką niż nauką. Ale oto niezawodny proces pozwalający znaleźć najlepsze miejsce:
Krok 1: Zacznij od bazowego ciśnienia utrzymywania około 65-75% maksymalnego ciśnienia wtrysku.
Krok 2: Stopniowo zwiększać siłę docisku przy każdym strzale. Sprawdź części pod kątem wad wizualnych między strzałami.
Krok 3: Przestać zwiększać siłę nacisku, gdy bramka zacznie się rumienić lub migać.
Krok 4: Zmniejsz ciśnienie trzymania ~5% od punktu rumieńca/błysku. Jest to optymalne ciśnienie trzymania.
Idealnym rozwiązaniem jest proces, który całkowicie wypełnia formę, nie powodując zarumienienia bramy ani nie wprowadzając naprężeń szczątkowych.
Oczywiście nie należy zmieniać ciśnienia trzymania na ślepo. Należy zwracać uwagę na jego wpływ na jakość części przy każdym przyroście:
- Przy zbyt niskim ciśnieniu należy spodziewać się krótkich strzałów i zlewów
- W pobliżu optymalnego ciśnienia, części powinny wypełnić się całkowicie bez defektów
- Powyżej optymalnego ciśnienia pojawia się rumieniec i błysk bramki
Dostosuj odpowiednio swój proces.
Na tym kończy się ten przyspieszony kurs dotyczący utrzymywania ciśnienia! Daj mi znać, jeśli masz inne tematy związane z formowaniem wtryskowym, które chcesz, abym omówił. Żyję dla tych rzeczy!