Uzyskanie Temperatura formowania wtryskowego PC Prawo może sprawić, że części będą działać lub nie.
Widziałem to niezliczoną ilość razy. Producent ustawia zbyt niską temperaturę przetwarzania poliwęglanu i nagle ma do czynienia z krótkimi strzałami i słabymi częściami. Albo ustawia zbyt wysoką temperaturę i kończy się na zdegradowanym materiale i srebrnych smugach wszędzie.
Prawda jest taka:
Właściwe ustawienia temperatury dla PC to nie tylko podążanie za arkuszem specyfikacji. Chodzi o zrozumienie, w jaki sposób temperatura wpływa na każdy aspekt procesu formowania.
W tym przewodniku, jako profesjonalista Producent form wtryskowych PCPokażę ci dokładnie, jak zoptymalizować temperaturę formowania wtryskowego PC, aby za każdym razem uzyskać doskonałe części.
Jakiej temperatury należy używać do formowania wtryskowego PC?
Oto krótka odpowiedź:
PC zazwyczaj wymaga temperatury beczki od 260°C do 320°C (500°F do 608°F).
Ale to tylko punkt wyjścia.
Dokładna wymagana temperatura zależy od kilku czynników:
- Określona klasa komputera
- Częściowa złożoność
- Konstrukcja formy
- Wymagania produkcyjne
Pozwolę sobie to wyjaśnić.
Zrozumienie temperatur przetwarzania komputera
Poliwęglan jest materiałem, który nazywamy "wrażliwym na temperaturę".
Co to oznacza?
W przeciwieństwie do niektórych tworzyw sztucznych, które mają szerokie okno przetwarzania, PC wymaga precyzji. Lepkość materiału znacznie spada wraz ze wzrostem temperatury, ale zbyt duże jej przekroczenie powoduje rozkład materiału.
Słodki punkt temperatury
Większość gatunków PC najlepiej przetwarza się w temperaturze topnienia od 275°C do 295°C.
Jest to rzeczywista temperatura stopionego plastiku (nie tylko to, co pokazuje kontroler lufy).
Ale tutaj robi się ciekawie:
Ustawienia temperatury beczki muszą tworzyć określony profil temperatury.
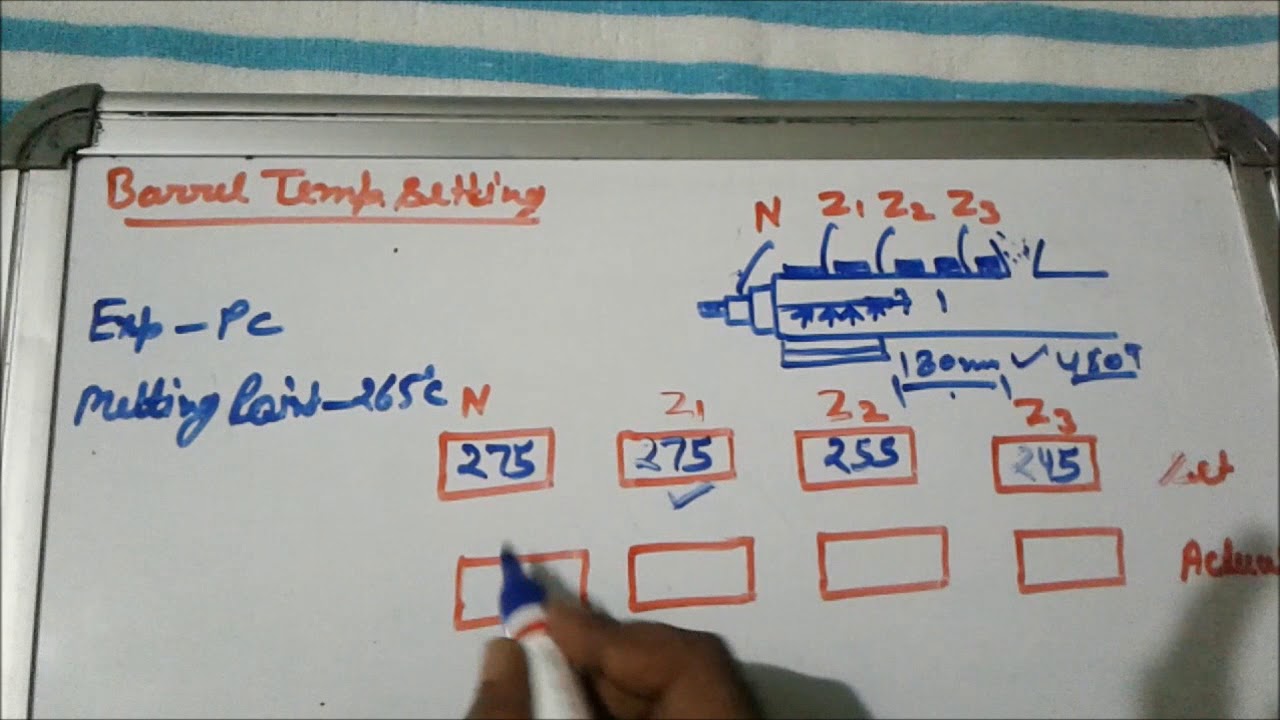
Konfigurowanie profilu temperatury beczki
Klucz do skutecznego przetwarzania PC?
Tworzenie odpowiedniego gradientu temperatury od zasilania do dyszy.
Oto, co działa:
Strefa tylna (zasilanie): 250-270°C
Strefa środkowa: 260-270°C
Przednia strefa: 270-290°C
Dysza: 270-290°C
Zauważasz wzór?
Wymagany jest stopniowy wzrost temperatury od tyłu do przodu. Zapewni to stopniowe topnienie materiału bez jego degradacji.
Profesjonalna wskazówka: Zmierz rzeczywistą temperaturę topnienia
Nie należy ślepo ufać wyświetlaczowi urządzenia.
Użyj pirometru, aby sprawdzić rzeczywistą temperaturę topnienia, wykonując pomiar powietrza. Dzięki temu dowiesz się, co naprawdę dzieje się z materiałem.
Dlaczego temperatura pleśni ma tak samo duże znaczenie
Oto coś, co większość ludzi pomija:
Temperatura formy jest tak samo ważna jak temperatura beczki.
W przypadku komputerów PC należy utrzymywać temperaturę formy w zakresie od 80°C do 120°C (od 176°F do 248°F).
Dlaczego tak wysoko?
PC wymaga podwyższonej temperatury formowania:
- Uzyskanie odpowiedniego wykończenia powierzchni
- Minimalizacja naprężeń wewnętrznych
- Zapewnienie stabilności wymiarowej
- Zapobieganie wypaczeniom
Widziałem części o doskonałych właściwościach mechanicznych, które zawiodły tylko dlatego, że forma była zbyt zimna.
Ukryte niebezpieczeństwo: Wilgoć
Zanim przejdziemy dalej, porozmawiajmy o największym wrogu PC:
Woda.
Poliwęglan jest higroskopijny. Zasysa wilgoć z powietrza jak gąbka.
A kiedy podgrzejesz mokry komputer do temperatury przetwarzania?
Dochodzi do hydrolizy. Materiał dosłownie rozpada się, powodując:
- Bąbelki
- Srebrne smugi
- Słabe części
- Wady powierzchniowe
Rozwiązanie?
Wstępnie susz materiał w temperaturze 120°C (248°F) przez 4-6 godzin. Utrzymuj zawartość wilgoci poniżej 0,02%.
Nie ma wyjątków.
Wytyczne dotyczące temperatury dla poszczególnych klas
Nie wszystkie klasy komputerów PC są sobie równe.
Różne formuły wymagają różnych parametrów przetwarzania:
Standardowe klasy PC
- Temperatura beczki: 280-300°C
- Temperatura formy: 85-95°C
- Najlepsze do zastosowań ogólnych
Komputer PC o wysokim przepływie
- Temperatura beczki: 260-280°C
- Temperatura formy: 80-90°C
- Idealny do części cienkościennych
PC z wypełnieniem szklanym
- Temperatura beczki: 290-310°C
- Temperatura formy: 90-110°C
- Wymaga wyższych temperatur ze względu na zwiększoną lepkość
Mieszanki PC/ABS
- Temperatura beczki: 240-280°C
- Temperatura formy: 70-100°C
- Niższa temperatura przetwarzania niż w przypadku czystego PC
Zawsze należy sprawdzić arkusz danych dostawcy materiału. Ale użyj ich jako punktów wyjścia.
Wpływ temperatury na jakość części
Temperatura ma wpływ nie tylko na to, czy forma się wypełni.
Ma to wpływ na wszystko:
Wykończenie powierzchni
Wyższa temperatura formy = lepszy połysk powierzchni. Widziałem części, które zmieniły się z matowych w lustrzane dzięki podniesieniu temperatury formy o 20°C.
Stabilność wymiarowa
Właściwa kontrola temperatury minimalizuje wahania skurczu. Ma to kluczowe znaczenie w przypadku części precyzyjnych.
Właściwości mechaniczne
Za nisko? Otrzymasz słabe linie spawania i niską wytrzymałość na uderzenia.
Zbyt wysoka? Degradacja materiału zmniejsza ogólne właściwości.
Stres wewnętrzny
To jest najważniejsze. Nieprawidłowe temperatury powodują wewnętrzne naprężenia, które prowadzą do:
- Pękanie
- Wypaczenie
- Awaria części w trakcie eksploatacji
Kluczem jest znalezienie równowagi między dobrym przepływem a minimalnym stresem.
Najczęstsze problemy związane z temperaturą (i sposoby ich rozwiązywania)
Pozwolę sobie podzielić się najczęstszymi problemami, z jakimi się spotykam:
Srebrne smugi
Przyczyna: Wilgoć lub przegrzanie
Poprawka: Prawidłowo wysuszyć materiał, obniżyć temperaturę beczki
Krótkie ujęcia
Przyczyna: Zbyt niska temperatura, słaby przepływ
Poprawka: Zwiększyć temperaturę cylindra o 10°C, sprawdzić temperaturę dyszy
Ślady po oparzeniach
Przyczyna: Zbyt wysoka temperatura lub czas przebywania
Poprawka: Niższe temperatury, krótszy czas cyklu
Słabe linie spawu
Przyczyna: Zbyt niska temperatura topnienia na początku przepływu
Poprawka: Zwiększenie temperatury cylindra i formy
Wypaczenie
Przyczyna: Nierównomierne chłodzenie, naprężenia wewnętrzne
Poprawka: Optymalizacja jednorodności temperatury formy
Zaawansowane strategie kontroli temperatury
Chcesz przenieść swój PC molding na wyższy poziom?
Wypróbuj te zaawansowane techniki:
Optymalizacja dla poszczególnych stref
Nie wystarczy ustawić i zapomnieć. Dostosuj każdą strefę w oparciu o:
- Konstrukcja śruby
- Przepustowość materiału
- Wymagania dotyczące części
Dynamiczna kontrola temperatury
Niektóre aplikacje korzystają ze zmiennej temperatury formy podczas cyklu. Wymaga to specjalistycznego sprzętu, ale może znacznie poprawić jakość części.
Uwagi dotyczące gorących kanałów
Uruchamianie komputera przez gorące kanały? Utrzymuj temperaturę o 5-10°C wyższą od temperatury dyszy, aby zapobiec zamarzaniu.
Konfiguracja procesu: Krok po kroku
Oto mój sprawdzony proces wybierania temperatury komputera:
- Zacznij od przygotowania materiału
- Wysuszyć materiał do wilgotności <0,02%
- Przechowywać w szczelnie zamkniętych pojemnikach
- Ustawianie temperatury początkowej
- Należy stosować się do zaleceń producenta
- Zacznij konserwatywnie
- Prawidłowa rozgrzewka
- Odczekać 30 minut na ustabilizowanie się temperatury
- Uruchom cykle oczyszczania
- Wykonywanie zdjęć testowych
- Sprawdź wzór wypełnienia
- Pomiar rzeczywistej temperatury topnienia
- Optymalizacja przyrostowa
- Regulacja w krokach co 5°C
- Zmiany w dokumencie
- Weryfikacja jakości części
- Sprawdź wymiary
- Test właściwości mechanicznych
Rozwiązywanie problemów z temperaturą
Gdy coś pójdzie nie tak (a pójdzie), oto lista kontrolna rozwiązywania problemów:
Część nie wypełnia się całkowicie?
- Sprawdź, czy dysza nie jest zamarznięta
- Zwiększenie temperatury beczki
- Weryfikacja temperatury formy
Widzisz degradację?
- Obniżenie temperatury beczki
- Sprawdź czas przebywania
- Wyczyść śruby i lufy
Niespójne wymiary?
- Weryfikacja stabilności temperatury
- Sprawdź równomierność temperatury formy
- Sprawdź czas chłodzenia
Rozważania dotyczące sprzętu do przetwarzania na komputerze
Nie wszystkie wtryskarki do PC są sobie równe.
Potrzebujesz:
- Precyzyjna kontrola temperatury (±1°C)
- Odpowiednia wydajność grzewcza
- Dobra konstrukcja śrub dla PC
- Właściwe oprzyrządowanie
Starsze maszyny mogą mieć trudności. Jeśli poważnie myślisz o PC, zainwestuj w odpowiedni sprzęt.
Ekonomia kontroli temperatury
Oto coś do rozważenia:
Praca w optymalnych temperaturach może zużywać więcej energii (zwłaszcza przy wyższych temperaturach formy).
Ale wypłata obejmuje:
- Mniej odrzuceń
- Lepsza jakość części
- Ograniczone przetwarzanie końcowe
- Szczęśliwsi klienci
Rachunek ekonomiczny. Jakość się opłaca.
Przyszłe trendy w przetwarzaniu danych na komputerach PC
W miarę jak przechodzimy do 2025 roku, widzę nowe zmiany:
- Inteligentne systemy kontroli temperatury wykorzystujące sztuczną inteligencję
- Bardziej energooszczędne metody ogrzewania
- Lepsze technologie izolacji
- Monitorowanie lepkości w czasie rzeczywistym
Wyprzedzaj konkurencję.
Kluczowe wnioski
Podsumujmy to podstawowymi informacjami:
- PC wymaga precyzyjnej kontroli temperatury, aby osiągnąć sukces
- Temperatury beczek wynoszą zazwyczaj 260-320°C
- Temperatura formy (80-120°C) jest równie krytyczna
- Zawsze należy wstępnie wysuszyć materiał, aby zapobiec jego degradacji
- Różne gatunki wymagają różnych temperatur
- Monitorowanie i dostosowywanie w oparciu o jakość części
Pamiętaj:
Sukces z Temperatura formowania wtryskowego PC nie polega na ślepym podążaniu za przepisem. Chodzi o zrozumienie zasad i dostosowanie ich do konkretnej sytuacji.
Zacznij od wskazówek, które udostępniłem. Testuj systematycznie. Dokumentuj to, co działa.
Wkrótce będziesz konsekwentnie produkować doskonałe części do komputerów PC.
To właśnie jest moc opanowania kontroli temperatury w formowaniu wtryskowym poliwęglanu.