Linie przepływu są częstą wadą, która może wystąpić podczas procesu formowania wtryskowego. Te widoczne linie na powierzchni plastikowej części są głównie kwestią estetyczną, ale nadal mogą powodować problemy. Co dokładnie powoduje powstawanie linii przepływu?
W tym kompletnym przewodniku, jako profesjonalista producent form wtryskowychomówię kluczowe czynniki, które przyczyniają się do powstawania linii przepływu w formowaniu wtryskowym. Rozumiejąc, co stoi za tymi wadami, można podjąć kroki, aby im zapobiec.
Czym są linie przepływu w formowaniu wtryskowym?
Zanim zagłębimy się w przyczyny, pokrótce omówmy, czym właściwie są linie przepływu.
Linie przepływu pojawiają się na formowanej wtryskowo części z tworzywa sztucznego jako widoczne linie, smugi lub wzory na powierzchni. Wskazują one na nierównomierny przepływ, gdy stopiony plastik wchodzi i wypełnia gniazdo formy.
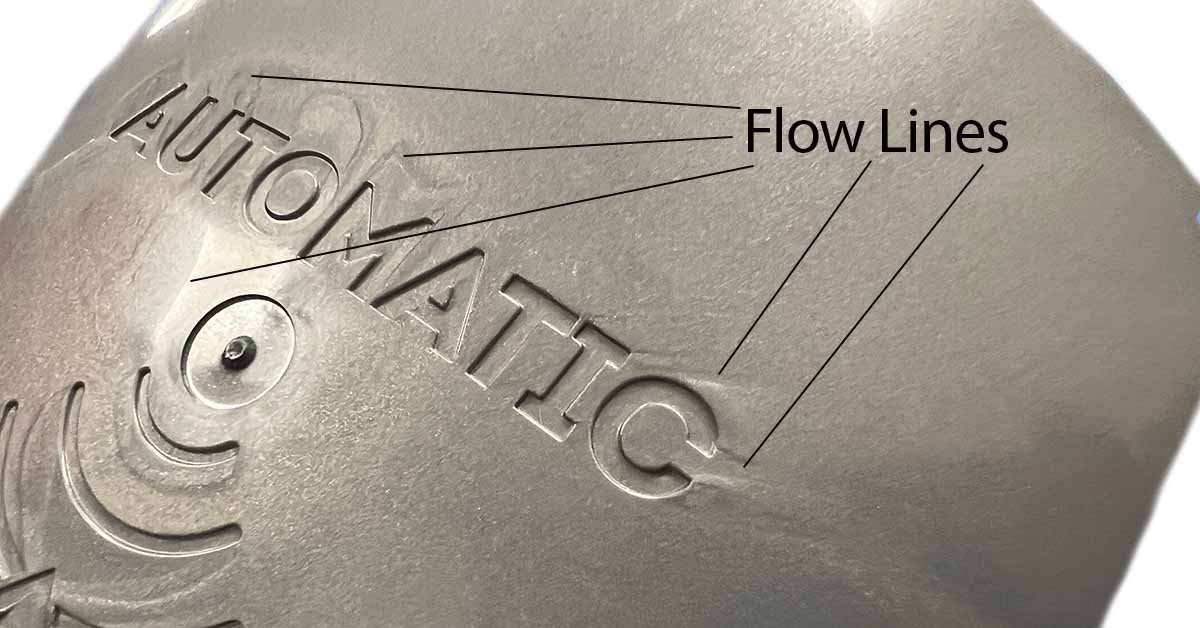
Często linie przepływu wyglądają następująco:
- Faliste linie
- Powtarzające się wzorce kołowe
- Odbarwione smugi na plastikowej części
Chociaż linie przepływu nie wpływają bezpośrednio na wytrzymałość lub funkcjonalność gotowej części, stanowią one niedoskonałość. W przypadku części wizualnych o wysokich wymaganiach kosmetycznych, linie przepływu mogą prowadzić do odrzucenia części.
Ogólnie rzecz biorąc, linie przepływu sprowadzają się do różnic w sposobie chłodzenia i krzepnięcia sekcji stopionego tworzywa sztucznego w formie. Nierównomierne chłodzenie powoduje powstawanie widocznych linii w miejscach styku przepływów.
Przyjrzyjmy się teraz powodom, dla których to nierównomierne chłodzenie i przepływ mogą wystąpić podczas formowania wtryskowego.
Co powoduje linie przepływu w formowaniu wtryskowym?
Istnieją cztery główne kategorie, które prowadzą do powstawania linii przepływu w formowanych częściach z tworzyw sztucznych:
- Maszyna do formowania wtryskowego
- Sama forma
- Materiał z tworzywa sztucznego
- Operator maszyny
Problemy w którymkolwiek z tych obszarów mogą zakłócić przepływ stopionego tworzywa sztucznego do gniazda formy. Gdy przepływ zostanie zakłócony, niektóre sekcje będą chłodzić się w różnym tempie, powodując powstawanie linii przepływu.
Ustawienia i parametry maszyny
Sama wtryskarka odgrywa ogromną rolę w utrzymaniu płynnego i równomiernego przepływu tworzywa sztucznego. Jeśli którykolwiek z kluczowych parametrów jest nieprawidłowy, mogą zacząć tworzyć się linie przepływu.
Niskie ciśnienie wtrysku - Bez wystarczającego ciśnienia wpychającego stopiony plastik do formy, nie będzie jednolitego upakowania i przepływu materiału. Niskie ciśnienie umożliwia sekcjom przepływu chłodzenie w różnym tempie.
Niska temperatura dyszy - Dysza przenosi ciepło do tworzywa sztucznego tuż przed jego wejściem do formy. Jeśli nie jest wystarczająco gorący, problemy z chłodzeniem zaczynają się natychmiast, gdy stopiony materiał uderza w formę.
Niska prędkość wtrysku - Zbyt niska prędkość wtrysku daje stopionemu tworzywu więcej czasu na rozpoczęcie nierównomiernego chłodzenia przed wypełnieniem formy. Ta zmienność temperatury powoduje problemy z przepływem.
Krótkie czasy cyklu - Jeśli ogólny cykl lub czas chłodzenia jest zbyt szybki, tworzywo sztuczne w cylindrze może nie osiągnąć optymalnej temperatury topnienia przed wtryskiem.
Kwestie związane z projektowaniem form
Wady w projektowaniu form są kolejnym ważnym czynnikiem powodującym wady linii przepływu. Nawet drobne niuanse, takie jak otwory wentylacyjne, zasuwy i geometria, mogą zakłócać przepływ:
Niewłaściwe odpowietrzanie - Uwięzione powietrze powoduje blokady i opór przepływu. Gdy otwory wentylacyjne nie wykonują swojej pracy prawidłowo, prowadzi to do nierównomiernego napełniania i chłodzenia.
Małe bramki/prowadnice - Ograniczone bramy i cienkie prowadnice utrudniają przepływ, co umożliwia chłodzenie, zanim tworzywo sztuczne dotrze do gniazd formy.
Geometria złożona - Ostre krawędzie lub żebra działają jak bariery, które radykalnie zmieniają kierunek przepływu. Nagłe zmiany sprzyjają nierównomiernemu chłodzeniu.
Zmienna grubość ścianki - Cienkie sekcje stygną szybciej niż grube. Gdy stopiony plastik przemieszcza się z grubych obszarów do cienkich sekcji, różnica temperatur powoduje problemy z przepływem.
Czynniki materialne
Można wierzyć lub nie, ale sama żywica z tworzywa sztucznego może również odgrywać rolę w tworzeniu linii przepływu:
Niskie natężenie przepływu stopu - Bardzo lepkie, wolno płynące materiały są podatne na chłodzenie w różnych odstępach czasu. Powoduje to powstawanie widocznych linii na styku przepływów.
Brak smaru - Niewystarczająca ilość środka smarnego hamuje przepływ tworzyw sztucznych przemieszczających się przez dłuższe wąskie sekcje. Większe ograniczenie umożliwia zmiany chłodzenia.
Wpływ operatora
Chociaż zautomatyzowane systemy pomagają tego uniknąć, nie należy lekceważyć błędów ludzkich:
Niespójne czasy cykli - Jeśli operator nie utrzymuje tego samego czasu sekwencji, powoduje to wahania parametrów, takich jak temperatura. Niespójne warunki z cyklu na cykl prowadzą do problemów z chłodzeniem.
Słaba konserwacja - Nieusunięcie zadziorów lub przeszkód w elementach formy zwiększa opór przepływu. Nagromadzenie przyczynia się do nierównomiernego napełniania i chłodzenia.
Jak zapobiegać powstawaniu linii przepływu w częściach formowanych wtryskowo?
Na szczęście, gdy już wiesz, czego szukać, istnieją sposoby na zwalczanie linii przepływu. Zmiany w maszynach, formach, materiałach i szkoleniach operatorów pomagają zminimalizować ryzyko wystąpienia wad przepływu.
Oto kilka kluczowych sposobów, w jakie producenci tworzyw sztucznych unikają linii przepływu:
- Optymalizacja ciśnienia, temperatury i prędkości wtrysku
- Należy stosować odpowiednie odpowietrzniki i zasuwy
- Wybór tworzyw sztucznych o odpowiednich właściwościach płynięcia
- Projektowanie jednolitej geometrii części i grubości ścianek
- Automatyzacja ustawień procesu i czasu cyklu
- Zapobiegawcza konserwacja pleśni
Chociaż całkowite wyeliminowanie linii przepływu jest trudne, zidentyfikowanie przyczyn i miejsc ich występowania jest pierwszym krokiem. Dostosowanie sprzętu i zachowanie czujności znacznie przyczynia się do zminimalizowania wad przepływu.
Dokładna analiza ustawień maszyny, lepkości materiału, komponentów formy i przestrzeganie procedur jakościowych sprzyjają płynnemu, równomiernemu przepływowi tworzywa sztucznego przez formy wtryskowe. Taka spójność oznacza mniej możliwości nierównomiernego chłodzenia sekcji.
Podsumowanie
Linie przepływu zdarzają się, gdy złożona sekwencja formowania wtryskowego zostaje wytrącona z równowagi. Zrozumienie potencjalnych obszarów problematycznych pomaga wrócić na właściwe tory.
Dobrą wiadomością jest to, że linie przepływu rzadko obniżają wytrzymałość części, jeśli są kosmetyczne. Należy jednak zachować czujność formowanie wtryskowe Kontrola procesu i projektowanie form pomaga uniknąć złomowania drogich części z tworzyw sztucznych z powodu głównie defektów estetycznych.
Teraz, gdy wiesz, dlaczego dochodzi do zakłóceń przepływu, możesz skupić się na słabych punktach systemu. Podjęcie strategicznych kroków w celu promowania jednolitego przepływu tworzywa sztucznego minimalizuje szanse na chłodzenie sekcji w różnym tempie podczas formowania wtryskowego.
Jakie są Twoje doświadczenia z wadami linii przepływu? Masz jakieś inne wskazówki dotyczące utrzymania płynnego i spójnego przepływu podczas formowania wtryskowego? Daj mi znać w sekcji komentarzy poniżej!