Części gwintowane są niezwykle powszechne w niezliczonych branżach, od armatury hydraulicznej po elementy złączne i plastikowe butelki. Tworzenie elementów gwintowanych wymaga specjalistycznych technik i rozważań w porównaniu z konwencjonalnymi częściami z tworzyw sztucznych. W tym kompleksowym przewodniku, jako profesjonalista formowanie wtryskowe tworzyw sztucznych Producent przeprowadzi Cię przez wszystko, co musisz wiedzieć o tworzeniu gwintowanych części z tworzyw sztucznych za pomocą formowania wtryskowego.
Przegląd części gwintowanych
Części gwintowane zawierają spiralne grzbiety, znane jako gwinty, które umożliwiają ich łączenie ze współpracującymi gwintami. Wkręty, śruby, nakrętki, zakrętki do butelek i złączki do węży to tylko niektóre przykłady części gwintowanych.
Główną zaletą gwintów jest to, że tworzą mocne, szczelne i wielokrotnego użytku połączenie bez konieczności spawania, lutowania lub klejenia. Wystarczy obrócić gwintowany element, aby ściśle połączyć go z pasującą częścią.
Typy gwintów wspólnych
Istnieje kilka standardowych profili gwintów, w tym:
- Zunifikowany standard gwintów (UNC/UNF): Powszechnie używane do celów ogólnych w USA. Definiowane przez kąt gwintu, skok i średnice.
- Gwint metryczny ISO: Międzynarodowy standard z kątem gwintu 60°. Określa skok i średnicę gwintu.
- NPT/NPS: Do połączeń rurowych z gwintem stożkowym lub prostym.
- ACME: Gwint trapezowy do śrub pociągowych i innych zastosowań związanych z przenoszeniem mocy.
Typ gwintu musi być kompatybilny z elementem współpracującym. Właściwy dobór i specyfikacja gwintów ma więc kluczowe znaczenie.
Kluczowe kwestie dotyczące gwintów formowanych wtryskowo
Ze względu na złożoną geometrię, wytwarzanie gwintowanych elementów w formowanych wtryskowo tworzywach sztucznych wymaga specjalnych komponentów formy i rozważenia procesu w porównaniu do konwencjonalnego formowania.
Oto kilka kluczowych czynników, które należy wziąć pod uwagę:
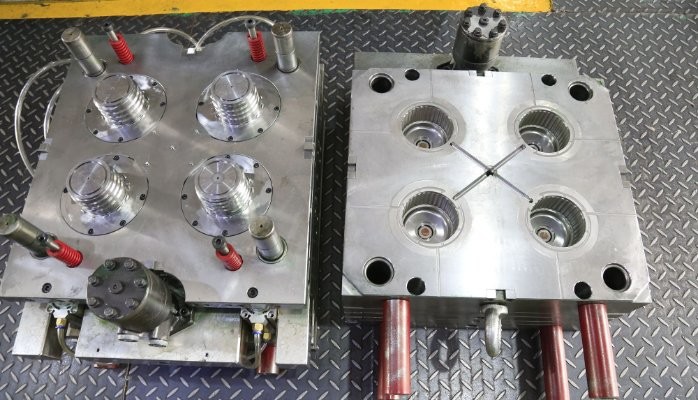
1. Elementy formy
- Rdzenie gwintowane: Rdzenie z hartowanej stali obrabiane maszynowo z docelowym profilem gwintu. Wkładane do gniazda formy.
- Mechanizmy odkręcające: Automatyczne lub ręczne środki do odłączania gwintowanych rdzeni od formowanej części.
- Rdzenie boczne: Może tworzyć podcięcia w gwintach, aby zapobiec ich rozszczepianiu.
2. Wybór materiału
- Materiały muszą mieć odpowiednią wytrzymałość, twardość i plastyczność, aby były odporne na uszkodzenia gwintów.
- Wypełniacze, takie jak włókno szklane, zmniejszają elastyczność materiału podczas formowania.
3. Konstrukcja części
- Kąty zanurzenia ułatwiające uwalnianie formy.
- Jednorodność grubości ścianki.
- Minimalne blokady rdzenia.
Właściwe dobranie tych parametrów ma kluczowe znaczenie dla produkcji funkcjonalnych gwintowanych części z tworzyw sztucznych metodą formowania wtryskowego.
Proces formowania wtryskowego z gwintem krok po kroku
Oto kluczowe etapy wytwarzania gwintowanych elementów z tworzyw sztucznych metodą formowania wtryskowego:
Krok 1: Projekt formy
Forma musi być precyzyjnie obrobiona, aby umożliwić dokładne odwzorowanie szczegółów, takich jak gwinty, w formowanych częściach.
Kluczowe podetapy obejmują:
- Projektowanie gniazda formy wokół geometrii części.
- Produkcja gwintowanych wkładek wnękowych.
- Integracja funkcji automatycznego lub ręcznego usuwania rdzenia.
Wszelkie podcięcia w gwintach mogą wymagać bocznych krzywek lub prowadnic, aby uniknąć utrudniania wyrzutu.
Krok 2: Montaż formy
Przed rozpoczęciem produkcji forma musi zostać zmontowana i skalibrowana:
- Gwintowane trzpienie i bloki rdzenia są wkładane do połówek formy.
- Wyrównanie wnęki jest potwierdzone w celu zminimalizowania zapłonu wokół gwintów.
- Wszystkie komponenty działań pobocznych są zorientowane.
- Kanały chłodzące są podłączone.
Krok 3: Formowanie wtryskowe
Teraz kompletna forma jest montowana w maszynie do formowania wtryskowego tworzyw sztucznych, aby rozpocząć produkcję części.
Podstawowy cykl obejmuje:
- Zaciskanie - Dwie połówki formy są ściskane razem z ogromnym naciskiem.
- Wtrysk - Super rozgrzany stopiony plastik wypełnia gniazdo formy poprzez prowadnice i zasuwy.
- Chłodzenie - Po całkowitym wypełnieniu wycisku, kanały chłodzące i ścianki formy schładzają tworzywo sztuczne.
- Wypychanie - sworznie wypychają stałą plastikową część z formy. Gwinty są formowane we wnęce.
- Reset - Forma zamyka się, gdy zautomatyzowane mechanizmy wycofują rdzenie boczne i wyrzucają rdzenie gwintowane.
Następnie forma otwiera się, części są usuwane, a zautomatyzowany cykl powtarza się w sposób ciągły.
Precyzyjne dostosowanie parametrów formowania, takich jak temperatura stopu, prędkość wtrysku i czas chłodzenia, jest niezbędne do uzyskania wysokiej jakości części gwintowanych.
Krok 4: Przetwarzanie końcowe
- Części są przycinane, wykańczane i sprawdzane po formowaniu.
- Kontrole funkcjonalne oceniają integralność gwintu poprzez dopasowanie testowe z pasującym gwintowanym sprzętem.
- Sprawdzone części są pakowane i wysyłane. Wadliwe elementy są odrzucane lub granulowane.
Dzięki solidnej konstrukcji formy i odpowiedniemu dobraniu ustawień procesu podczas początkowych serii próbnych, formowanie wtryskowe może niezawodnie wytwarzać elementy z tworzyw sztucznych ze skomplikowanymi detalami gwintów.
Często zadawane pytania
Czy każdy plastik może być formowany z gwintami?
- Technicznie tak, ale każdy materiał ma inne wymagania w zależności od lepkości, skurczu, elastyczności itp. Amorficzne i półkrystaliczne tworzywa sztuczne, takie jak nylon, acetal, polipropylen, ABS najlepiej nadają się do części gwintowanych.
Ile gwintów na cal (TPI) można uformować?
- Z reguły gwinty z tworzyw sztucznych powinny mieć grubszy skok niż gwinty metalowe. Około 10-20 TPI jest zwykle preferowane, aby uniknąć przedwczesnego uszkodzenia gwintu w tworzywach sztucznych. Bardzo drobne skoki poniżej 20 TPI wymagają bardzo precyzyjnego formowania.
Jaką tolerancję można zachować na gwintach formowanych wtryskowo?
- Dzięki precyzyjnemu oprzyrządowaniu i kontroli procesu, gwinty formowane mogą osiągać dość wąskie tolerancje 3-5% w zależności od użytego tworzywa sztucznego. Generalnie jednak gwinty z tworzyw sztucznych mają z natury luźniejsze tolerancje niż gwinty obrabiane maszynowo lub kute z metalu.
Czy zgrzewanie ultradźwiękowe nadaje się do montażu gwintowanych części plastikowych?
- Spawanie ultradźwiękowe powoduje przepływ materiału i odkształcenia, więc generalnie nie nadaje się do zabezpieczania gwintowanych części z tworzyw sztucznych, które zależą od precyzyjnych wymiarów dla skutecznego działania. Zamiast tego zaleca się łączenie części gwintowanych za pomocą konwencjonalnych technik mocowania.
Kluczowe wnioski
- Specjalistyczne rdzenie i komponenty form umożliwiają formowanie wtryskowe gwintów z tworzyw sztucznych.
- Elastyczność materiału, kąty pochylenia minimalizują uszkodzenia podczas rozformowywania.
- Zautomatyzowane mechanizmy odkręcające poprawiają jakość i obniżają koszty.
- Grubsze gwinty i naddatki uwzględniają większą zmienność procesu przetwórstwa tworzyw sztucznych.
Zwracając uwagę na projekt formy, przydział tolerancji i charakterystykę materiału, skomplikowane plastikowe elementy gwintowane mogą być wytwarzane za pomocą formowania wtryskowego w sposób ekonomiczny na skalę przemysłową.