Krótki wtrysk jest jedną z najczęstszych wad w formowaniu wtryskowym. Występuje, gdy stopione tworzywo sztuczne nie wypełnia całkowicie gniazda formy podczas procesu wtrysku. Powoduje to powstanie niekompletnej części z wadami, takimi jak puste przestrzenie, ślady zatopienia lub cienkie obszary.
Zrozumienie, co powoduje krótkie wystrzały i jak im zapobiegać, ma kluczowe znaczenie dla każdego, kto zajmuje się formowaniem wtryskowym, niezależnie od tego, czy obsługuje maszyny, czy projektuje formy. Czytaj dalej, jako profesjonalista Producent form wtryskowych z tworzyw sztucznychW tym artykule omówię ten powszechny problem, z którym boryka się branża formowania wtryskowego.
Czym dokładnie jest krótki strzał?
Zacznijmy od prawidłowego zdefiniowania, czym jest krótki strzał w formowaniu wtryskowym:
Krótki strzał odnosi się do sytuacji, gdy stopione tworzywo sztuczne nie wypełnia w pełni gniazda formy, pozostawiając części formowanej części niekompletne, często na najdalszym końcu od bramy.
Powoduje to powstawanie niezamierzonych pustych przestrzeni lub otworów w plastikowych elementach, tworząc wady kosmetyczne i funkcjonalne, które czynią je bezużytecznymi.
Jak widać na poniższym obrazku, niekompletny przepływ tworzywa sztucznego pozostawił dużą część części niedokończoną, wyraźnie charakteryzując ją jako krótki strzał:
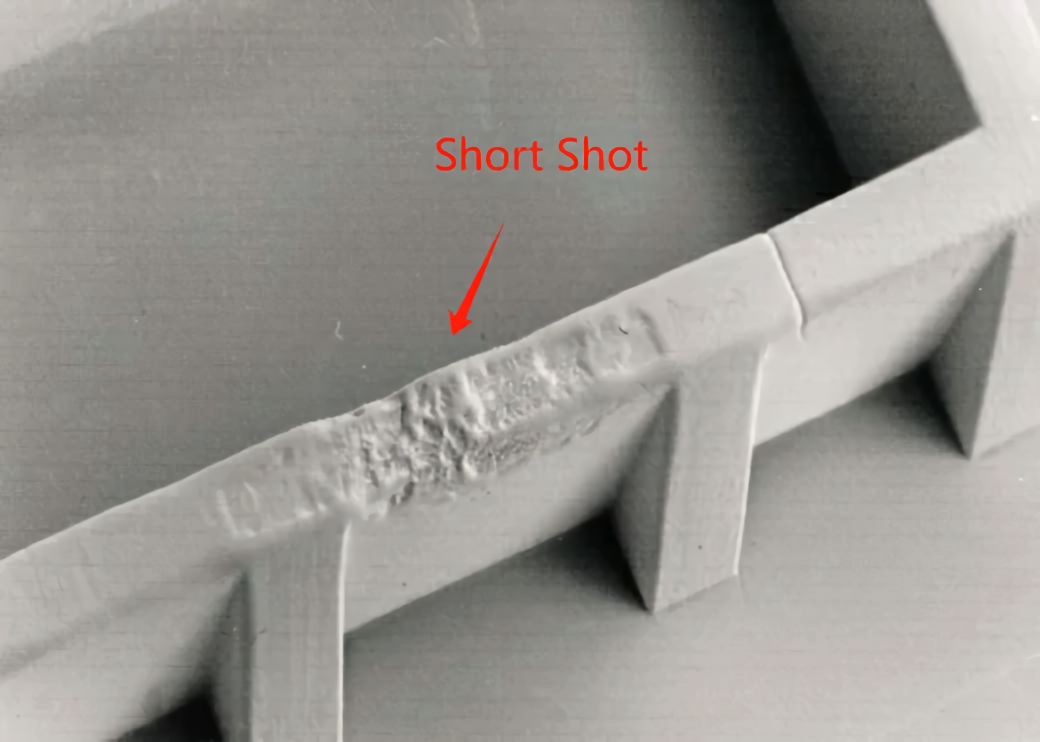
Głównym wskaźnikiem krótkiego strzału jest niewypełniona sekcja. Jednak inne oznaki mogą również pomóc w identyfikacji problemu, takie jak:
- Widoczne ślady zatopienia, wypaczenia lub pęknięcia
- Niejednolita grubość ścianki
- Wady w działaniu w godzinach nadliczbowych lub zamierzonej funkcjonalności
Co powoduje skrócenie czasu formowania wtryskowego?
Teraz, gdy wiesz już, jak rozpoznać krótki strzał, przyjrzyjmy się, co powoduje tę powszechną wadę formowania wtryskowego:
Nieodpowiednie ciśnienie wtrysku
Jedną z najczęstszych przyczyn krótkich strzałów jest to, że ciśnienie wtrysku nie wypełnia formy. Przyczyny obejmują:
- Zbyt niska wydajność maszyny
- Straty ciśnienia spowodowane długimi kanałami
- Mniejszy otwór dyszy ograniczający przepływ
Aby to naprawić, należy najpierw upewnić się, że wtryskarka ma wystarczającą zdolność zaciskania dla danej formy. Zastosowanie większego rozmiaru otworu dyszy również pomaga przezwyciężyć restrykcyjne straty ciśnienia.
Przedwczesne zamrażanie
Gdy stopiony plastik wpływa do formy, tworzywo sztuczne w pobliżu ścianek formy zaczyna krzepnąć. Ta zamrożona warstwa zwiększa swoją grubość w miarę wypełniania formy, ostatecznie blokując przepływ, jeśli stanie się zbyt gruba.
Niewystarczające temperatury i niewłaściwe chłodzenie prowadzą do przedwczesnego krzepnięcia.
Nierówna grubość ścianki
Jeśli projekt części składa się zarówno z grubych, jak i cienkich sekcji, cienkie obszary często zestalają się przed całkowitym wypełnieniem grubych. Ta nierównowaga utrudnia przepływ tworzywa sztucznego, powodując krótkie strzały.
Właściwe chłodzenie formy i stosowanie materiałów przewodzących ciepło, takich jak aluminium lub miedzi w tych obszarach może zapobiec przedwczesnemu zestaleniu.
Niewłaściwe odpowietrzanie
Uwięzione powietrze powoduje opór dla przesuwającego się stopionego tworzywa sztucznego. Brak miejsca, w którym powietrze mogłoby się wydostać, może prowadzić do krótkich strzałów.
Otwory wentylacyjne muszą być umieszczone na końcu miejsc napełniania, aby umożliwić ucieczkę powietrza.
Kwestie lokalizacji i rozmiaru bramy
Niecentryczna brama utrudnia napełnianie najdalszego końca formy. Małe bramki ograniczają również przepływ materiału, zwiększając ryzyko krótkich strzałów.
Odpowiednio rozmieszczone i dobrane zasuwy zapewniają płynne napełnianie bez przedwczesnego krzepnięcia.
Właściwości przepływu materiału
Plastikowe żywice o wyższej lepkości płyną wolniej i mogą krzepnąć przed całkowitym wypełnieniem. Podobnie, zmiany w zawartości wilgoci i składzie również wpływają na przepływ.
Wybór materiałów o niskiej lepkości odpowiednich do skomplikowanych form zapobiega powstawaniu krótkich strzałów. Prawidłowa obsługa i suszenie żywic plastikowych również poprawia płynność.
Jak zapobiegać krótkim strzałom
Teraz, gdy znasz już najczęstsze przyczyny powstawania wad typu short shot, oto kilka sposobów zapobiegania im w produkcji wtryskowej:
Zwiększenie ciśnienia wtrysku
Zwiększenie ciśnienia wtrysku daje materiałowi dodatkową siłę do wypełniania skomplikowanych i złożonych wnęk. Należy jednak uważać, aby nie przekroczyć możliwości formy lub maszyny.
Optymalizacja temperatury procesu
Wyższe temperatury beczki i formy utrzymują plastik w stanie stopionym przez dłuższy czas, zmniejszając problemy z krzepnięciem. Nie należy jednak przekraczać limitów materiałowych.
Poprawa wentylacji
Dodaje otwory wentylacyjne w problematycznych miejscach, aby uwięzione powietrze mogło swobodnie wydostawać się bez oporu przepływu plastiku.
Uwzględnienie właściwości przepływu materiału
Podczas wyboru materiału należy wziąć pod uwagę lepkość żywicy, wymagania dotyczące suszenia i przechowywania, aby zapobiec niespójnościom przepływu.
Projektowanie pod kątem możliwości produkcyjnych
Uproszczenie geometrii. Zrównoważenie grubości ścianek. Lokalizacje i rozmiary bramek. Oprogramowanie symulacyjne pomaga wirtualnie analizować obszary problematyczne.
Jak rozwiązywać problemy z krótkimi ujęciami
Pomimo najlepszych prób zapobiegania, krótkie strzały nadal występują ze względu na z natury stochastyczny charakter procesów formowania wtryskowego. Niektóre metody pozwalają jednak szybko rozwiązać problem krótkich wystrzałów:
Testy krótkich strzałów
Celowe tworzenie krótkich strzałów poprzez wyłączenie ciśnienia pakowania. Przeanalizuj próbki, aby zidentyfikować lokalizacje problemów i prawdopodobne przyczyny.
Monitorowanie procesów
Śledzenie czasu napełniania, prędkości/ciśnienia wtrysku i profili temperatury w czasie rzeczywistym. Trendy danych wskazują odchylenia od optymalnego procesu.
Oprogramowanie do symulacji
Wirtualna symulacja wzorów napełniania w różnych warunkach przetwarzania. Optymalizacja procesu na podstawie przewidywań.
Wyłapywanie i usuwanie krótkich defektów wymaga zrozumienia ich przyczyn, metod zapobiegania i technik rozwiązywania problemów. Opanowanie tych pojęć jest kluczem do wydajnej produkcji wysokiej jakości, w pełni uformowanych elementów formowanych wtryskowo z tworzyw sztucznych.
Na tym kończy się niniejszy przewodnik na temat tego, z czym wiążą się krótkie przestoje w formowaniu wtryskowym, co je powoduje i jak sobie z nimi radzić za pomocą trafnych środków zapobiegawczych i rozwiązywania problemów. Daj mi znać w komentarzach, jeśli masz jakieś inne wskazówki dotyczące radzenia sobie z krótkimi strzałami w swojej wtryskowni!