Linie zgrzewu, znane również jako linie dzianiny, są powszechną wadą formowania wtryskowego, która może wpływać zarówno na wygląd, jak i wytrzymałość formowanych części z tworzyw sztucznych. Dla osób zajmujących się formowaniem wtryskowym kluczowe znaczenie ma zrozumienie, co powoduje te wady i jak im zapobiegać.
W tym ostatecznym przewodniku, jako profesjonalista Producent form wtryskowych z tworzyw sztucznychOmówimy wszystko, co musisz wiedzieć, aby rozwiązać problemy związane z liniami spawalniczymi, w tym:
- Czym są linie spawu i co je powoduje
- Wpływ linii spawu na części z tworzyw sztucznych
- Wskazówki dotyczące zapobiegania powstawaniu linii spawu
- Jak naprawić istniejące linie spawów
- Zaawansowane rozwiązania dla uporczywych problemów z liniami spawania
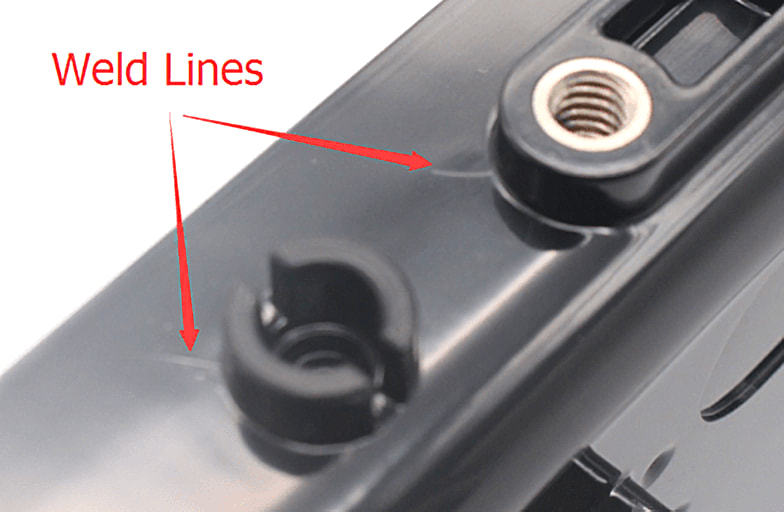
Czym są linie spawu i co je powoduje?
Kiedy stopione tworzywo sztuczne wpływa do gniazda formy, porusza się w ciągłym froncie przepływu. Jeśli przepływ trafi na przeszkodę, taką jak otwór, występ lub trzpień rdzenia, rozdziela się na dwa oddzielne fronty przepływu, które opływają przeszkodę. Kiedy przepływy łączą się po drugiej stronie, powinny połączyć się z powrotem w jeden ciągły przepływ.
Jeśli jednak dwa fronty przepływu nie wymieszają się prawidłowo, w miejscu ich styku tworzy się widoczna linia zwana linią zgrzewu. Tworzywo sztuczne wzdłuż linii zgrzewu będzie miało inne właściwości materiałowe niż otaczające je tworzywo sztuczne.

Linie spoin powstają z powodu:
- Przeszkody w ścieżce przepływu, takie jak otwory, żebra, krawędzie itp. Rozdzielają one przepływ na wiele frontów.
- Przedwczesne chłodzenie frontów przepływu przed ich ponownym połączeniem. Zapobiega to prawidłowej fuzji.
- Uwięzione gazy pomiędzy frontami przepływu, które utrzymują je oddzielone.
- Nierówne fronty przepływu spotkanie w różnych temperaturach/prędkościach.
Wpływ linii spawu na części z tworzyw sztucznych
Linie spawu mogą mieć różny charakter - od ledwo widocznego problemu kosmetycznego po poważne obniżenie wytrzymałości części z tworzywa sztucznego wzdłuż linii spawu.
Niektóre potencjalne skutki obejmują:
- Słabość - Obszar linii spawania ma znacznie niższą wytrzymałość, przez co części są podatne na pękanie.
- Pękanie naprężeniowe - Naprężenia koncentrują się na linii spoiny, zwiększając ryzyko pęknięcia.
- Zmniejszona wytrzymałość na uderzenia - Linie spawania mają zwykle niską odporność na uderzenia.
- Wady kosmetyczne - Linie zgrzewu mogą być widoczne jako blizny na plastikowej powierzchni.
W przypadku zastosowań przenoszących obciążenia lub krytycznych dla bezpieczeństwa, obniżone właściwości mechaniczne wzdłuż linii spawania są niedopuszczalne.
Nawet w przypadku zastosowań niekrytycznych, kwestie kosmetyczne lub zwiększone ryzyko pęknięcia oznaczają, że linie spawania powinny być minimalizowane, gdy tylko jest to możliwe.
Wskazówki dotyczące zapobiegania powstawaniu linii spawu
Oto kilka najlepszych praktyk, które można wdrożyć od etapu projektowania do budowy formy, które mogą pomóc uniknąć wad linii spawu:
Optymalizacja projektu części
- Jednolita grubość ścianki aby zapewnić spójne fronty przepływu. Należy unikać zmian przekraczających 25%.
- Minimalizacja przeszkód takich jak otwory, żebra i zmiany grubości ścianek wzdłuż ścieżki przepływu.
- Miejsce bramy dzięki czemu w krytycznych obszarach narażonych na wysokie naprężenia nie tworzą się niebezpieczne linie spoin. W razie potrzeby można symulować napełnianie.
Tworzenie form zoptymalizowanych pod kątem linii spawania
- Minimalizacja przeszkód zmieniając układ komponentów, konsolidując lokalizacje otworów itp.
- Użycie hot runner systemy zapewniające lepszą kontrolę temperatury w porównaniu do zimnych kanałów.
- Zapewnić odpowiednią odpowietrzanie w pobliżu spodziewanych obszarów linii spawania, aby zapobiec uwięzieniu gazów.
- Polskie ubytki aby zapobiec zawieszaniu się przepływu, które powoduje nierówne fronty przepływu.
Ustawienia procesu wybierania numeru
- Wzrost Temperatury topienia i formowania aby poprawić przepływ i fuzję, ale uniknąć degradacji.
- Zwiększenie prędkości wtrysku aby wypełnić wnękę przed przedwczesnym schłodzeniem. Szybciej znaczy lepiej.
- Zwiększenie ciśnienia pakowania aby poprawić stapianie wzdłuż linii spawania.
Staranne stosowanie tych wytycznych podczas projektowania, formowania i konfiguracji przetwarzania powinno pozwolić na produkcję części wolnych od niebezpiecznych wad linii spawania.
Jak naprawić istniejące przewody spawalnicze
W przypadku istniejących form produkujących części z wadami linii spoin, oto kilka ulepszeń procesu do wypróbowania:
Temperatura topnienia
Zwiększenie temperatury stapiania może poprawić płynięcie i wiązanie wzdłuż linii spawania. Nie należy jednak przekraczać zakresu temperatur określonego dla żywica aby uniknąć problemów z degradacją.
Prędkość wtrysku
Szybsze napełnianie zapewnia mniej czasu na schłodzenie stopionego materiału, dzięki czemu spoiny są gorętsze. Nie należy jednak przekraczać zalecanych limitów prędkości.
Ciśnienie pakowania
Wyższe ciśnienie pakowania fizycznie popycha dwa stopione fronty do siebie, poprawiając wiązanie na linii spoiny. Nacisk należy jednak wywierać stopniowo.
Temperatura formy
Nieco wyższa temperatura formy spowalnia chłodzenie, umożliwiając lepszą fuzję. Drastyczne zmiany mogą jednak powodować inne wady.
Sekwencja bramek
Jeśli linie spoiny zawsze tworzą się w ostatnim obszarze do wypełnienia, zmiana kolejności otwierania bramy może pozwolić na wypełnienie problematycznych obszarów, gdy stopiony materiał jest jeszcze gorętszy.
Regulacje te pozwalają poprawić wytrzymałość linii spawania bez konieczności modyfikacji formy lub oprzyrządowania. Zmiany należy jednak wprowadzać stopniowo, a ich wpływ zweryfikować za pomocą pomiarów przed ustaleniem nowych ustawień.
Zaawansowane rozwiązania dla uporczywych linii zgrzewania
W trudnych sytuacjach, w których wady linii spawu utrzymują się pomimo prób naprawczych, możliwe jest zastosowanie kilku zaawansowanych rozwiązań:
Wkładki porowate
Zastosowanie porowatych wkładek stalowych umożliwia odpowietrzanie bezpośrednio wzdłuż linii spawania, aby zapobiec oddzielaniu przepływów przez uwięzione gazy.
Zakładka przepływu
Wypustka ofiarna wystająca z produktu działa jak lider przepływu, poprawiając jednorodność czoła przepływu. Wypełnia się jako ostatni, zabierając ze sobą linię zgrzewu po odcięciu w operacjach wtórnych.
Przeciwciśnienie gazu
Wstrzykiwanie gazu obojętnego, takiego jak azot, w celu "odepchnięcia" postępujących frontów przepływu stopionego materiału może udaremnić problemy związane z uwięzionym gazem, jeśli samo odpowietrzanie nie wystarczy.
Istotna zmiana
Przejście na żywicę o lepszej charakterystyce płynięcia lub niższym skurczu może samo w sobie wyeliminować problemy z linią spawania kosztem wpływu na wydajność materiału.
Modyfikacje formy
Jeśli wszystko inne zawiedzie, konieczne może być przyspawanie płytki naprawczej w celu "przekierowania" problematycznych ścieżek przepływu lub wymiana problematycznych wkładek.
Te zaawansowane rozwiązania wymagają fachowej oceny konstrukcji formy, charakterystyki materiału i dynamiki przetwarzania. Przed zastosowaniem tych rozwiązań należy skonsultować się z doświadczonym specjalistą w dziedzinie formowania wtryskowego.
Podsumowanie
Jak widać, linie spoin mogą poważnie obniżyć funkcjonalność i wygląd komponentów formowanych wtryskowo. Jednak dzięki czujności podczas projektowania i formowania w połączeniu z odpowiednią obróbką, wad tych można całkowicie uniknąć lub przynajmniej uczynić je nieszkodliwymi.
Podczas wybierania formy należy spodziewać się prób i błędów, ale utrzymujące się problemy z liniami spoin powinny skłonić do ponownego zbadania podstaw projektowania części i form. W rzadkich przypadkach, gdy linii spoin po prostu nie da się zaprojektować, konieczne może być celowe umieszczenie ich z dala od obszarów o wysokim naprężeniu lub operacje wtórne w celu ich wyeliminowania.
Mamy nadzieję, że niniejszy poradnik dostarczył wyczerpujących informacji na temat rozwiązywania problemów z liniami spoin. Jak zawsze, przy rozwiązywaniu tego typu problemów związanych z formowaniem wtryskowym zaleca się korzystanie z symulacji i pomocy ekspertów. Daj mi znać w komentarzach, jeśli masz jakieś inne wskazówki dotyczące radzenia sobie z liniami spoin!