Jetting to powszechna wada, która może wystąpić podczas procesu formowania wtryskowego, powodując niepożądane zmarszczki, fale lub smugi na powierzchni części z tworzyw sztucznych. W tym kompletnym przewodniku, jako profesjonalista Producent form wtryskowych z tworzyw sztucznychOmówimy wszystko, co musisz wiedzieć o strumieniowaniu w formowaniu wtryskowym, w tym co je powoduje, jak mu zapobiegać i jak rozwiązywać problemy.
Czym jest Jetting w formowaniu wtryskowym?
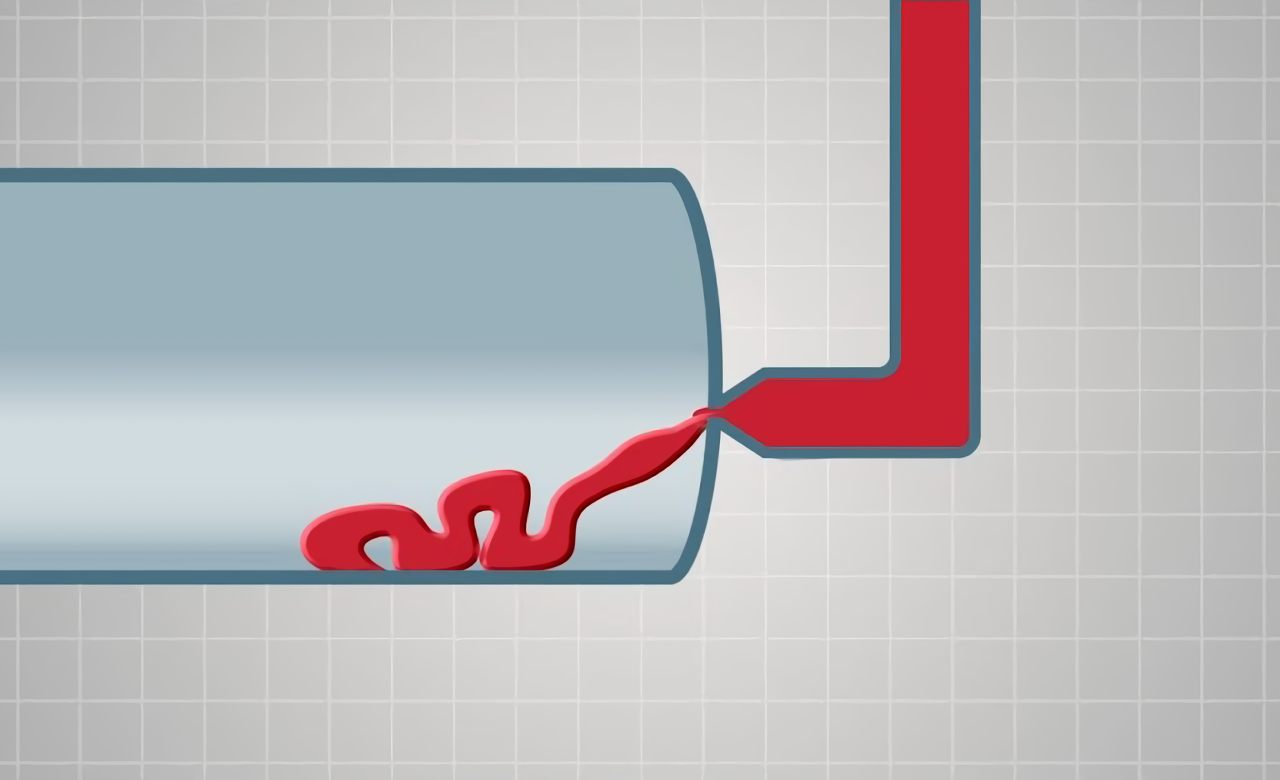
Strumieniowanie w formowaniu wtryskowym to zjawisko turbulencji, które występuje, gdy początkowy strumień stopionego tworzywa sztucznego wchodzi do gniazda formy z dużą prędkością bez natychmiastowego przylegania do ścianek formy. Powoduje to "wtryskiwanie" materiału do otwartej przestrzeni, tworząc widoczne zmarszczki lub smugi na powierzchni elementu, które przypominają wężowe lub ślimakowe wzory.
Jetting wynika ze zbyt szybkiego przepływu materiału z ograniczonej bramy, dyszy, kanału itp. do większej przestrzeni wnęki. Ponieważ szybko poruszający się polimer nie jest w stanie równomiernie wypełnić wnęki, turbulentny przepływ tworzy widoczne wady powierzchni na formowanych częściach w postaci falistych linii lub fal.
Wtryskiwany plastik zaczyna również stygnąć i twardnieć przed wypełnieniem pozostałej części wnęki. Tak więc pofałdowany wzór pozostaje nawet po zestaleniu się części, tworząc nierówne wykończenie, linie duchów lub widoczne zniekształcenia na końcowych formowanych komponentach.
Co powoduje odrzut w formowaniu wtryskowym?
Istnieje kilka potencjalnych czynników, które mogą przyczyniać się do powstawania wad podczas procesu formowania wtryskowego:
1. Wysoka prędkość wtrysku lub ramienia
Nadmierny prędkość wtrysku lub prędkość tłoka jest często głównym winowajcą problemów z dyszowaniem. Zbyt duża prędkość w wąskich bramach lub otworach powoduje ścinanie i rozpylanie.
2. Niewłaściwa konstrukcja bramki
Mała grubość zasuwy w stosunku do grubości ścianki części nie zapewnia odpowiedniego przeciwciśnienia. Źle umieszczone duże bramki umożliwiają nieograniczony przepływ tworzywa sztucznego. Obydwa scenariusze wiążą się z ryzykiem strumieniowania.
3. Materiał o niskiej lepkości
Cienki, swobodnie płynący materiał jest bardziej podatny na rozpylanie niż polimery o wyższej lepkości podczas przepływu do wnęki.
4. Niskie ciśnienie w komorze
Nieodpowiednie ciśnienie we wnęce sprawia, że przednia krawędź przepływu materiału jest odciągana od krawędzi, zamiast wypełniać kształt części.
5. Przedwczesne zamrożenie
Niższe temperatury narzędzi mogą powodować zbyt wczesne krzepnięcie stopionego materiału, uniemożliwiając całkowite wypełnienie wnęki.
Jak zapobiegać odrzutom w częściach formowanych wtryskowo?
Oto kilka metod zapobiegania wadom wtrysku w elementach formowanych wtryskowo:
- Zoptymalizuj projekt bramy - użyj bram wentylatorowych, bram podwodnych
- Strategiczne rozmieszczenie bramek - w sąsiedztwie ścian szczelinowych
- Wielostopniowa kontrola prędkości wtrysku
- Niższa ogólna prędkość wtrysku
- Zwiększenie ustawień ciśnienia trzymania
- Wyższe temperatury formowania i topienia
- Wykorzystanie materiału o wyższej lepkości
Rozwiązywanie problemów z natryskiwaniem części z tworzyw sztucznych
Rozwiązywanie istniejących problemów związanych z wtryskiwaniem części formowanych wtryskowo:
- Kontrola formowanych komponentów pod kątem wad powierzchniowych
- Przegląd danych procesowych - prędkości wtrysku, ciśnienia, temperatury
- Dostosowanie rozmiaru, położenia i geometrii bramki
- Dostosuj czas chłodzenia, temperaturę formy i stopu
- Wypróbuj niższe prędkości wtrysku
- Przejście na wyższą lepkość żywica gatunek
- Ulepszone wkładki bramy, wentylacja
- Oprogramowanie symulacyjne do wizualizacji przepływu
Proaktywne monitorowanie procesu, zoptymalizowany projekt oprzyrządowania i czujne dostosowywanie parametrów są kluczem do zapobiegania i usuwania wad wtrysku podczas operacji formowania wtryskowego. Ale gdy problemy się pojawią, przestrzeganie ustrukturyzowanych metod rozwiązywania problemów pomaga szybko przywrócić części do specyfikacji.
Rzeczy, o których należy pamiętać w przypadku Jettingu
Kilka dodatkowych wskazówek dotyczących wad wtrysku w plastikowych elementach formowanych wtryskowo:
Jetting obniża jakość części: Chociaż czasami jest to tylko skaza powierzchniowa, jetting może również osłabić wytrzymałość, funkcjonalność
Wiele przyczyn źródłowych: Żaden pojedynczy czynnik nie jest definitywną przyczyną powstawania strumienia; zwykle jest to zbieg warunków przetwarzania.
Pojawia się konsekwentnie: Linie odrzutowe zwykle pojawiają się w tych samych obszarach konsekwentnie formowanych komponentów
Pomaga w tym oprogramowanie symulacyjne: Analiza teoretycznego przepływu materiału za pomocą naukowej technologii formowania zapobiega powstawaniu rzeczywistych wad.
Szczegóły formy mają znaczenie: Położenie/głębokość otworu wentylacyjnego, kąty ciągu, wykończenie powierzchni - drobne szczegóły oprzyrządowania wpływają na prawdopodobieństwo strumieniowania
Wymagane udoskonalenie procesu: Zacieśnione okna parametrów potrzebne do złagodzenia zjawiska jettingu; wymaga czasu, umiejętności i staranności.
Błędny/prawidłowy wybór materiałów: Czasami przejście na inny gatunek żywicy radykalnie zmniejsza tendencję do strumieniowania
Podsumowując Jetting w formowaniu wtryskowym
Dynamika płynów w procesie formowania wtryskowego, choć niezwykle szybka i wysokociśnieniowa, jest niezwykle wrażliwa. Czynniki takie jak nierównowaga wypełnienia, różnica prędkości, stosunek lepkości, które wydają się niewielkie, mogą powodować znaczące wady części końcowych, takie jak strumieniowanie.
Jednak poświęcając czas na poznanie procesu wtrysku, inżynierowie przetwórstwa mogą dostosować konfiguracje wlewów, profile wtrysku, reologie materiałów i wykończenia powierzchni narzędzi, aby promować płynniejsze, laminarne przepływy do wnęk. Następnie utrzymywanie ściślejszej kontroli procesu zapewnia niezawodne pompowanie części z tworzyw sztucznych bez wad.
Wyeliminowanie widocznych, ale często subtelnych wad wtrysku stanowi poważne wyzwanie nawet dla doświadczonych ekspertów w dziedzinie formowania wtryskowego. Na szczęście przestrzeganie naukowych zasad formowania, zarówno poprzez udoskonalanie procesu, jak i testowanie komponentów, pomaga producentom tworzyw sztucznych utrzymać ich cele jakościowe, jednocześnie osiągając korzyści kosztowe i wydajnościowe z formowania wtryskowego w dłuższej perspektywie.
Odrzut w formowaniu wtryskowym jest przeszkodą, którą formierze i projektanci części mogą pokonać poprzez współpracę, rozwiązywanie problemów i ciągłe testowanie ulepszeń.