Szybkość ścinania jest jednym z najważniejszych pojęć w formowaniu wtryskowym. Jako Producent form wtryskowych z tworzyw sztucznychDzisiaj omówimy, że optymalizacja szybkości ścinania ma kluczowe znaczenie dla produkcji wysokiej jakości części przy jednoczesnej ochronie form.
Czym dokładnie jest szybkość ścinania w formowaniu wtryskowym?
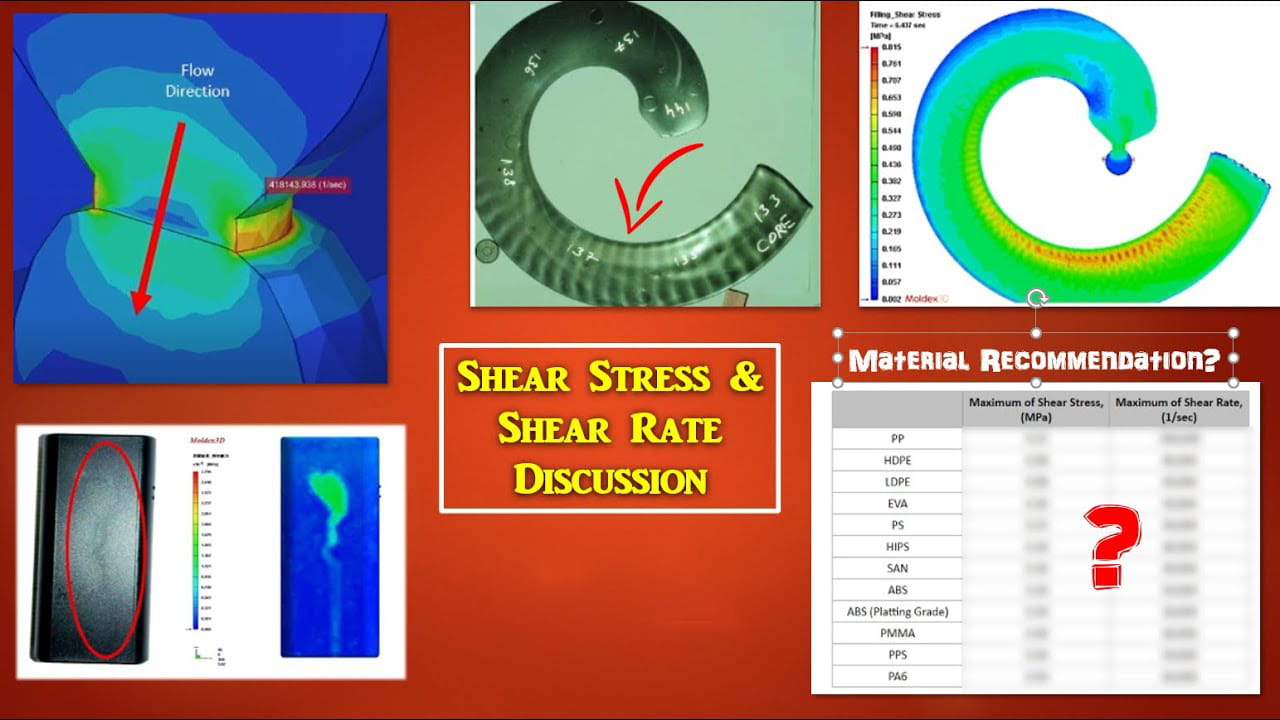
W prostych słowach, Szybkość ścinania mierzy zmianę prędkości między warstwami stopionego tworzywa sztucznego przepływającego przez formę.. Wskazuje, jak szybko materiał jest "ścinany" podczas przepływu.
Szybkość ścinania jest najwyższa w pobliżu ścian gniazda formy, gdzie tworzywo przemieszcza się najwolniej. W kierunku środka przepływu szybkość ścinania spada do zera, ponieważ warstwy wewnętrzne poruszają się z tą samą prędkością.
Kontrolowanie szybkości ścinania ma kluczowe znaczenie, ponieważ nadmierne poziomy mogą degradować polimer, prowadząc do wad i słabej wydajności. Każdy żywica ma optymalne okno przetwarzania dla szybkości ścinania. Zbyt wysoka prędkość spowoduje problemy; zbyt niska prędkość spowoduje, że proces stanie się nieefektywny.
Dlaczego zrozumienie szybkości ścinania ma znaczenie
Przyjrzyjmy się kilku powodom, dla których warto poznać szybkość ścinania:
Poprawa jakości części
Nadmierne szybkości ścinania generują ciepło poprzez lepkie rozpraszanie, podnosząc temperaturę stopu. Te skoki temperatury w poprzek frontu przepływu tworzą niezrównoważone warunki, negatywnie wpływając na wymiary, wygląd i właściwości mechaniczne.
Prawidłowe szybkości ścinania zapewniają stabilne, jednolite warunki topienia, co przekłada się na wysoką jakość części.
Ochrona form
Oprócz wad części, Nadmierne ścinanie może dosłownie zniszczyć komponenty, takie jak bramki, sworznie i wgłębienia poprzez zużycie erozyjne. Kosztowne naprawy lub wymiany pleśni mogą szybko zniwelować marże.
Stosowanie odpowiednich szybkości ścinania wydłuża żywotność narzędzi, dzięki czemu można kontynuować produkcję części.
Optymalizacja wykorzystania materiałów
Każda żywica ma okno przetwarzania szybkości ścinania, które równoważy jakość i wydajność. Operacje wykraczające poza ten zakres powodują marnowanie materiałów i czasu.
Dostrojenie szybkości ścinania procesu do okna polimeru zmniejsza ilość odpadów i zapewnia oszczędność energii.
Standaryzacja procesów
Udokumentowanie wytycznych dotyczących optymalnej szybkości ścinania daje technikom cel przetwarzania i pomaga zmniejszyć różnice między poszczególnymi etapami produkcji. Nowe formy mogą być opracowane tak, aby pasowały do limitów szybkości ścinania.
Powtarzalny sukces zależy od dobrze zdefiniowanych, znormalizowanych procedur - szybkość ścinania jest kluczowym elementem tej układanki.
Jak obliczyć szybkość ścinania
Teraz, gdy już wiesz, dlaczego szybkość ścinania ma znaczenie, przyjrzyjmy się, jak jest ona obliczana.
Istnieje kilka równań, które omówimy, w zależności od czynników takich jak
- Geometria kanału - okrągły, prostokątny, pierścieniowy
- Typ żywicy - newtonowska, nienewtonowska
- Złożoność analizy - podstawowe przybliżenia lub zaawansowane modelowanie
Skupimy się na dwóch prostych formułach odpowiednich do większości celów.
Wzór na szybkość ścinania dla kanałów okrągłych
W przypadku prostych okrągłych przekrojów, takich jak końcówki dysz, wlewki i bezpośrednie formy wlewowe, powszechne równanie szybkości ścinania jest następujące:
g = (4 x Q) / (π x R3 x n)
Gdzie:
- g = Szybkość ścinania (1/s)
- Q = objętościowe natężenie przepływu (m3/s)
- R = Promień kanału (m)
- n = wskaźnik prawa mocy
Przeanalizujmy to szybko:
- Wolumetryczne natężenie przepływu to ilość tworzywa sztucznego przepływająca na sekundę, obliczona na podstawie wielkości wtrysku i czasu napełniania.
- Promień wynika z konkretnych wymiarów narzędzia
- Wskaźnik prawa potęgowego określa, w jaki sposób lepkość tworzywa sztucznego zmienia się wraz z szybkością ścinania
Daje to szybkość ścinania opartą na szybkości przepływu materiału przez dany okrągły kanał.
Wzór dla kanałów prostokątnych
W przypadku sekcji nieokrągłych, takich jak bramy foliowe, bramy szczelinowe, bramy krawędziowe, ta prostokątna wersja jest lepsza:
g = (6 x Q) / (H x W x n)
Gdzie:
- H = Wysokość bramki lub kanału
- W = szerokość bramki lub kanału
Zmienne działają tutaj w taki sam sposób, jak w równaniu kanału okrągłego. Ta adaptacja po prostu lepiej pasuje do geometrii.
Przykład ze świata rzeczywistego
Zobaczmy, jak faktycznie wykorzystalibyśmy te formuły...
Dla części polipropylenowej z:
- Waga śrutu 30 gramów
- Czas napełniania 0,8 sekundy
- Wlew bezpośredni o średnicy 3 mm
- Wskaźnik prawa mocy 0,3
Objętościowe natężenie przepływu wynosiłoby 30 gramów / 0,8 sekundy = 37,5 cm3/s.
Wstawiając to do równania szybkości ścinania w kanale okrągłym, otrzymujemy:
g = (4 x 37,5 cm3/s) / (π x (0,3 cm)3 x 0,3)
= 10,753 1/s
Tak więc nasz proces wytwarza 10 753 1/s szybkości ścinania. Porównamy tę wartość z wytycznymi dotyczącymi szybkości ścinania od dostawcy żywicy, aby upewnić się, że mieści się ona w zalecanym zakresie.
Na wynos
Obliczanie i kontrolowanie szybkości ścinania zapewnia producentom niewiarygodne korzyści w zakresie jakości, wydajności i standaryzacji.
Chociaż koncepcja jest prosta, optymalizacja szybkości ścinania nadal wymaga wiedzy i analizy materiału. Współpraca z dostawcą żywicy w celu scharakteryzowania nowych polimerów to najlepszy sposób na określenie idealnych zaleceń dotyczących przetwarzania.
Po ustaleniu limitów szybkości ścinania dla konkretnego preparatu, znacznie łatwiej jest opracować solidne procesy formowania wtryskowego.