Formowanie wtryskowe opiera się na posiadaniu odpowiedniej ilości stopionego tworzywa sztucznego lub "wielkości wtrysku", aby całkowicie wypełnić gniazdo formy. Poduszka odnosi się do dodatkowej pojemności wtrysku ponad to, co jest wymagane do wypełnienia formy. Ta plastikowa poduszka służy do utrzymywania nacisku na chłodzący, kurczący się materiał w formie podczas fazy pakowania w cyklu formowania wtryskowego.
Zrozumienie poduszki pomaga producentom zoptymalizować jakość, tolerancje i spójność części. Czytaj dalej, jako profesjonalista Producent form wtryskowych z tworzyw sztucznychOmówię tę krytyczną koncepcję formowania wtryskowego.
Dlaczego poduszka ma znaczenie w formowaniu wtryskowym?
Utrzymanie ciśnienia podczas pakowania jest kluczowe dla prawidłowego formowania części. Gdy gorący plastik przepływa do stosunkowo chłodniejszej formy, zaczyna tracić ciepło na ściankach formy. Chłodzone tworzywo sztuczne również zmniejsza swoją objętość. Bez odpowiedniego ciśnienia materiał kurczyłby się z dala od powierzchni formy, zmniejszając dokładność i jakość części.
Poduszka stanowi zbiornik roztopionego tworzywa sztucznego, które wywiera nacisk na utwardzany materiał. Ciśnienie to napędza dodatkowe tworzywo sztuczne do kurczących się obszarów, aby utrzymać kontakt z formą. Prawidłowe ciśnienie pakowania jest wymagane do produkcji kompletnych, dokładnych wymiarowo części.
Zapobieganie wadom części
Nieodpowiednia amortyzacja może bezpośrednio powodować typowe wady części, takie jak krótkie strzały, ślady zapadnięć i wypaczone części. Gdy ciśnienie pakowania spada przedwcześnie, kurczenie się materiału tworzy widoczne wady. Utrzymanie ciśnienia pakowania przez wymagany czas pomaga zapewnić kompletne części zgodne ze specyfikacją.
Jak działa poduszka w formowaniu wtryskowym?
Teraz, gdy już wiesz, dlaczego poduszka ma znaczenie, przyjrzyjmy się, w jaki sposób ta dodatkowa pojemność zapewnia lepszą jakość części:
Jednostka wtryskowa
Nowoczesne wtryskarki wykorzystują ślimak wewnątrz podgrzewanej beczki do topienia plastikowych granulek. Gdy ślimak się obraca, przesuwa stopiony materiał do przodu przez zawór zwrotny. Nagromadzenie stopionego tworzywa sztucznego przed końcówką ślimaka nazywane jest wtryskiem.
Wypełnianie formy
W procesie wtrysku śruba porusza się do przodu, działając jak tłok, aby wtłoczyć wypraskę przez dyszę, wlew, prowadnice i do gniazd formy. Skok ślimaka określa wielkość wtrysku.
Pakowanie części
Po wypełnieniu formy stopiony plastik nadal wpływa do niej podczas fazy pakowania. Wywiera to nacisk na materiał chłodzący, kurcząc się wewnątrz formy.
Utrzymanie tego ciśnienia jest kluczem do produkcji kompletnych części o odpowiednich wymiarach. Gdy materiał traci ciepło i kurczy się, ciśnienie upakowania wpycha dodatkowy materiał, aby to zrekompensować. Gdy ciśnienie tworzywa jest równe ciśnieniu formy siła zaciskuBramka zamarza, kończąc fazę pakowania.
Dlaczego poduszka ma kluczowe znaczenie dla ciśnienia pakowania
Wypełnienie formy wymaga nacisku tworzywa sztucznego na utwardzany materiał. Bez poduszki między końcówką ślimaka a wlotem formy nie byłoby nic, co wywierałoby ten niezbędny nacisk podczas pakowania.
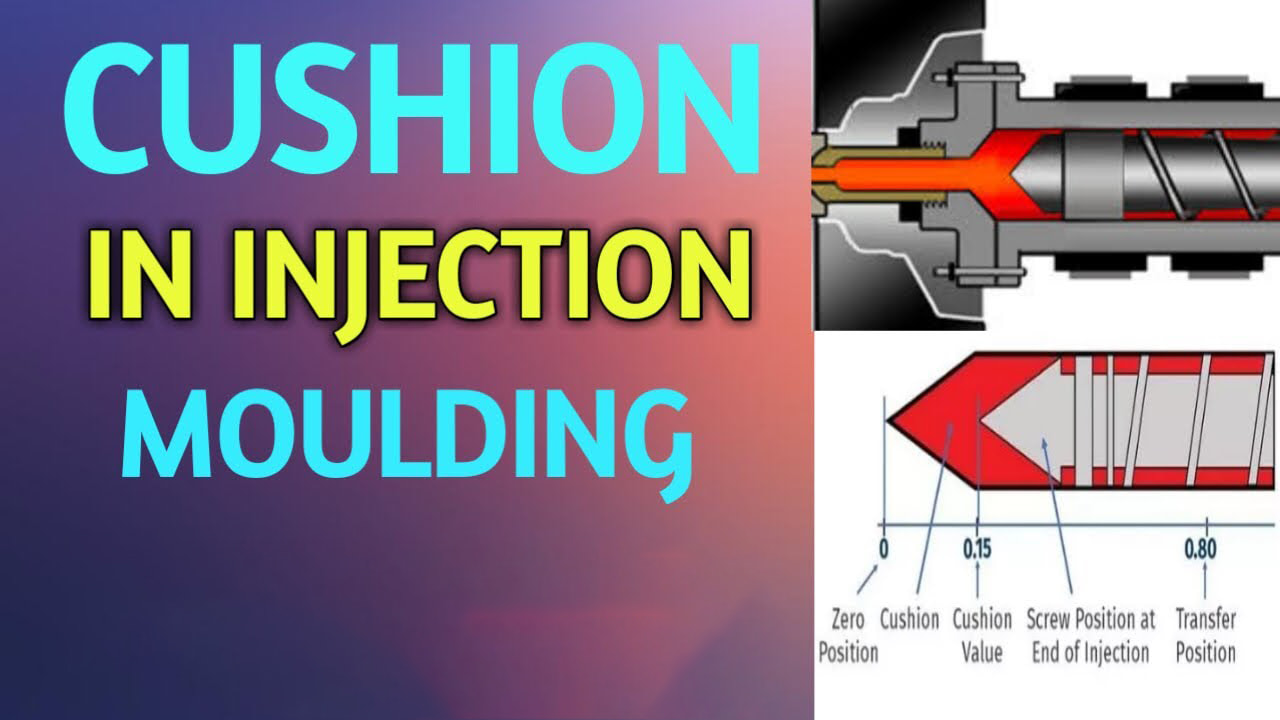
Poduszka pomiarowa
Poduszka odnosi się do pozostałej pojemności wtrysku między końcem skoku wtrysku a maksymalnym skokiem ślimaka. Zazwyczaj mierzy się ją jako liniową odległość między końcówką ślimaka a dyszą na końcu pakowania.
Typowa odległość między poduszkami dla maszyny o standardowym rozmiarze wynosi od 5 do 10 mm. Większe jednostki wtryskowe wymagają odpowiednio większych poduszek. Optymalny rozmiar poduszki zależy od formy, materiału, stopnia wypełnienia i innych czynników.
Poduszka monitorująca
Ponieważ poduszka umożliwia ciśnienie pakowania, utrzymanie stałej poduszki między strzałami ma kluczowe znaczenie dla spójności części. Dopuszczalne odchylenia zależą od wymagań tolerancji części.
Typowa tolerancja poduszki wynosi ±10%, zapewniając wystarczającą swobodę dla odchyleń maszyny przy jednoczesnym zapewnieniu powtarzalnej wydajności. Przegląd danych historycznych pomaga producentom zoptymalizować dopuszczalną zmienność poduszki w oparciu o wymagania dotyczące możliwości każdej formy.
Jak zwiększyć amortyzację w formowaniu wtryskowym?
Jeśli obecna poduszka jest niewystarczająca, oto sprawdzone sposoby na jej bezpieczne zwiększenie:
1. Sprawdź ustawienia procesu
Zacznij od upewnienia się, że prędkości transferu i wtrysku nie są ustawione zbyt szybko. Nadmierna prędkość może przedwcześnie "przekroczyć" dostępną poduszkę.
Następnie zmniejsz ciśnienie pakowania i utrzymywania. Stosowanie niższych ciśnień często pozwala na zwiększenie akumulacji poduszki.
Na koniec należy nieznacznie wydłużyć czas pakowania. Daje to dodatkową swobodę dla śruby przed zablokowaniem w pozycji.
2. Zwiększenie ciśnienia wstecznego
Zwiększenie ciśnienia wstecznego bezpośrednio przeciwdziała ruchowi śruby, umożliwiając gromadzenie się większej ilości materiału. Należy zacząć zachowawczo i stopniowo zwiększać ciśnienie.
Zbyt duże przeciwciśnienie grozi przegrzaniem/degradacją polimeru. Należy uważnie obserwować wszelkie oznaki niepożądanych zmian właściwości materiału.
3. Sprawdzić odcięcie dyszy
Jeśli otwory dysz nie zamykają się całkowicie między strzałami, stopiony materiał może niepotrzebnie przepływać do tyłu.
Sprawdzić pierścienie kontrolne, śruby recip i dysze gorącokanałowe pod kątem prawidłowego uszczelnienia. W razie potrzeby wymień zużyte elementy.
4. Niższe prędkości napełniania
Zbyt szybkie napełnianie formy zmniejsza ilość ustalonej wcześniej poduszki. Spróbuj zmniejszyć prędkość napełniania w małych krokach, aż docelowa wartość poduszki ustabilizuje się.
Zbyt wolne tempo napełniania również może powodować problemy. Podczas dostosowywania prędkości napełniania należy upewnić się, że zachowany jest akceptowalny wygląd części.
5. Sprawdzenie zużytych elementów
Z biegiem czasu lufy, śruby i zawory zwrotne zużywają się i tracą spójność. Zleć wykwalifikowanemu technikowi sprawdzenie kluczowych elementów oprzyrządowania i wymianę, jeśli tolerancje uległy znacznemu odchyleniu.
Podczas gdy naprawa zużytych części może być kosztowna, przywrócenie sprawności wtryskarki przynosi korzyści w postaci poprawy wydajności procesu i zmniejszenia liczby odpadów.
Wybór odpowiedniego rozmiaru poduszki
O odpowiednim rozmiarze poduszki dla każdej formy decyduje kilka czynników:
- Rozmiar maszyny - Większe jednostki wtryskowe wymagają większej odległości poduszki.
- Lepkość materiału - Materiały o wyższej lepkości wymagają większej poduszki.
- Współczynnik wypełnienia - Szybsze napełnianie wymaga większego dostępnego ciśnienia.
- Rozmiar części - Większe części wymagają dłuższego czasu pakowania.
- Wymagania dotyczące tolerancji - Węższe tolerancje wymagają mniejszych odchyleń.
W oknie roboczym tych ograniczeń znajduje się optymalny rozmiar poduszki i dopuszczalna zmienność. Czujniki przetworników ciśnienia dostarczają danych o ciśnieniu w gnieździe w czasie rzeczywistym, aby pomóc formierkom wybrać optymalne ustawienia poduszki.
Po ustaleniu, konsekwentne przestrzeganie tych specyfikacji poduszek ma kluczowe znaczenie dla powtarzalnej wydajności formowania. Ciągłe monitorowanie gwarantuje, że wszelkie odchylenia zostaną skorygowane przed wyprodukowaniem wadliwych części.
Zbyt duża lub zbyt mała amortyzacja może powodować problemy
Niewystarczająca poduszka zapewnia nieodpowiedni nacisk podczas pakowania, podczas gdy zbyt duże poduszki mogą nadmiernie upakować materiał.
Zbyt duże poduszki zwiększają również ryzyko przedostania się zdegradowanego plastiku do części. Znalezienie właściwej równowagi pozwala uniknąć tych wad. Dane historyczne pomagają formierzom zoptymalizować poduszkę pod kątem stabilnej wydajności.
Na wynos
Utrzymanie ciśnienia pakowania jest niezbędne do produkcji kompletnych, wymiarowo solidnych elementów formowanych wtryskowo. Ta zależność pakowania od ciśnienia podkreśla znaczenie poduszki.
Dostrajanie poduszki umożliwia formierkom osiągnięcie niezbędnej gęstości upakowania dla każdej formy. Po zdefiniowaniu, ciągłe monitorowanie poduszki jest niezbędne, aby umożliwić stałą produkcję części dobrej jakości.
Zrozumienie poduszki rzuca światło na ten istotny element oddzielający produkcję wysokowydajnych komponentów od produkcji złomu.