Pozycja transferowa jest jednym z najważniejszych, ale często pomijanych aspektów procesu formowania wtryskowego. Jako profesjonalista Producent form wtryskowych z tworzyw sztucznychChcę uchylić rąbka tajemnicy na temat tej kluczowej techniki i dokładnie wyjaśnić, czym jest pozycja transferowa i dlaczego jest tak ważna.
Czym jest pozycja transferu w formowaniu wtryskowym?
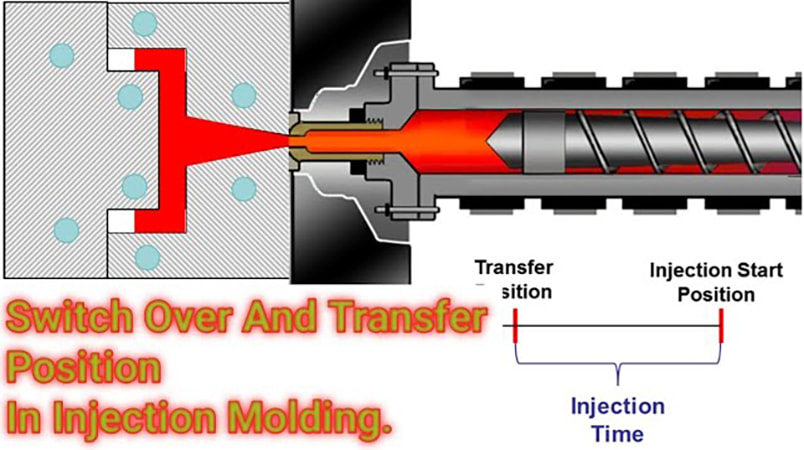
Zasadniczo pozycja transferu w formowaniu wtryskowym odnosi się do dokładnego momentu, w którym wtryskarka przełącza się z fazy napełniania na fazę pakowania. Przejście to następuje, gdy wnęki formy są wypełnione około 95% do 99%, umożliwiając wypełnienie pozostałej przestrzeni pod niższym ciśnieniem.
Uzyskanie prawidłowej pozycji transferu ma kluczowe znaczenie dla produkcji wysokiej jakości, spójnych wymiarowo części partia po partii. Jeśli to się nie uda, pojawią się wady, takie jak ślady zatopienia, puste przestrzenie i wypaczenia. Zagłębmy się w szczegóły...
Dlaczego pozycja transferowa ma znaczenie
Dla przypomnienia, formowanie wtryskowe obejmuje następujące kluczowe fazy:
- Zaciskanie - Forma zamyka się i przykłada siłę zaciskającą.
- Wypełnianie - stopiony plastik wypełnia wnęki formy.
- Pakowanie - Dodatkowe pakiety ciśnieniowe na zewnątrz części
- Chłodzenie - forma pochłania ciepło, dzięki czemu część może się zestalić.
The pozycja transferu oznacza przejście od napełniania do pakowania. Oto dlaczego jest to tak ważne:
Podczas napełniania tworzywo sztuczne wpływa do formy z dużą prędkością. Ta wysoka prędkość wtrysku utrzymuje materiał jednorodny termicznie i zapobiega przedwczesnemu zamarzaniu.
Jednak wysokie prędkości sprzyjają również orientacji molekularnej w przepływie polimeru, szczególnie wzdłuż krawędzi ścieżki przepływu. Taka orientacja może prowadzić do widocznych linii przepływu, miejscowego skurczu i nierównych właściwości końcowej części.
Celem pakowania jest powstrzymanie tej orientacji poprzez zastosowanie przedłużonego ciśnienia utrzymującego na końcu napełniania. To dodatkowe ciśnienie na końcu "wypakowuje" część i zniechęca cząsteczki do powrotu do nierównych konfiguracji.
Podsumowując - pozycja transferu kontroluje dokładnie, kiedy prędkość ustępuje ciśnieniu, równoważąc całkowite wypełnienie formy z tłumieniem efektów orientacji molekularnej.
Nieudany transfer to najgorsze z obu rozwiązań - częściowo zorientowane, niekompletne wypełnienie formy. Nieudany transfer daje piękne, jednorodne części, które do siebie pasują. CAD wymiary i uniknąć kosztownych problemów z jakością.
Jak wykrywana jest pozycja transferu
Starsze wtryskarki wykorzystują pozycja śruby jako wskaźnik pozycji transferu. Ustawiając odległość przesuwu ślimaka odpowiadającą wypełnieniu formy 95-99%, maszyna przełącza się z kontroli prędkości na kontrolę ciśnienia po osiągnięciu tej pozycji.
Pozycja ślimaka pokazuje jednak, co dzieje się w cylindrze, a nie wewnątrz samej formy. Nowsze maszyny mogą bezpośrednio monitorować wypełnienie wnęki za pomocą wnękowe przetworniki ciśnienia:
- Przetworniki ciśnienia zamontowane wewnątrz formy
- Wykrywanie nagłego wzrostu ciśnienia po zakończeniu napełniania
- Przekazywanie sygnału dokładnie wtedy, gdy jest to wymagane
Bezpośrednie monitorowanie wnęki zapewnia znacznie ściślejszą kontrolę procesu i spójność części. Pozwala również na Sterowanie w pętli zamkniętej poprzez przekazywanie danych o ciśnieniu z powrotem do sterownika maszyny w każdym cyklu.
Inne opcje pośrednie obejmują przełączanie w oparciu o progi ciśnienia wtrysku lub stały czas napełniania. Ciśnienie we wnęce jest jednak złotym standardem precyzyjnego przetwarzania.
Wybieranie numeru w pozycji transferu
Ustalenie optymalnej pozycji transferu wymaga przetestowania, dostrojenia i analizy. Oto mój 3-etapowy proces precyzyjnego ustawiania tej pozycji:
Krok #1: Linia bazowa z ustawieniami produkcyjnymi
Zacznij od zebrania danych bazowych przy użyciu istniejących parametrów produkcji:
- Profil wtrysku (prędkości, przejścia)
- Metoda pozycji transferowej
- Ciśnienie transferu/odległość/czas
- Ciśnienie i czas utrzymywania
Mając ustawione podstawy, przetestuj formę, produkując przykładowe części. Zmierz kluczowe wymiary i sprawdź pod kątem wad.
Krok #2: Optymalizacja taktowania transferu
Teraz nadszedł czas na poprawki.
Jeśli występują duże różnice w krytycznych wymiarach, takich jak grubość ścianki, należy dostosować czas transferu i ustawienia ciśnienia w wielu cyklach:
- Czy przeniesienie wcześniej/później poprawia spójność?
- Jakie poziomy ciśnienia eliminują widoczne wady?
Należy postępować metodycznie i zapisywać wszystkie zmiany ustawień oraz dane pomiarowe. W trakcie wielu iteracji, doskonal kombinacje czasu i ciśnienia, które maksymalizują jednorodność części.
Krok #3: Potwierdź zoptymalizowane ustawienia
Zatwierdź nową zoptymalizowaną konfigurację, produkując dużą partię części:
- Sprawdź wymiary w całej próbce
- Sprawdź każdą część pod kątem widocznych wad
- Zapewnienie wydajności mechanicznej zgodnej z wymaganiami
Jeśli testy potwierdzą poprawę spójności i jakości, należy wdrożyć zmienione ustawienia do ogólnej produkcji. Jeśli jednak nadal występują problemy, należy wrócić do poprawek!
Na zakończenie
Ustawienie idealnej pozycji transferu może wymagać trochę pracy na początku. Jednak poświęcenie czasu na zoptymalizowanie tego kluczowego przejścia opłaca się dziesięciokrotnie pod względem jakości części, spójności i możliwości w całym okresie produkcji.
Niezależnie od tego, czy korzystasz z pozycji ślimaka, przetworników wnękowych, ciśnienia czy sterowania czasowego, skupienie się na dopracowaniu transferu znacznie usprawni proces formowania wtryskowego. Rezultat? Niezwykle wysoka jakość części i niemal zerowa liczba odrzutów.
Co ty na to, przyjacielu... czy jesteś gotowy, aby zmienić swoją technikę transferu? Podziel się ze mną w komentarzach wszelkimi wskazówkami lub pytaniami dotyczącymi transferu! Zawsze chętnie dowiem się więcej o formowaniu wtryskowym.