Что такое вспышка при литье под давлением?
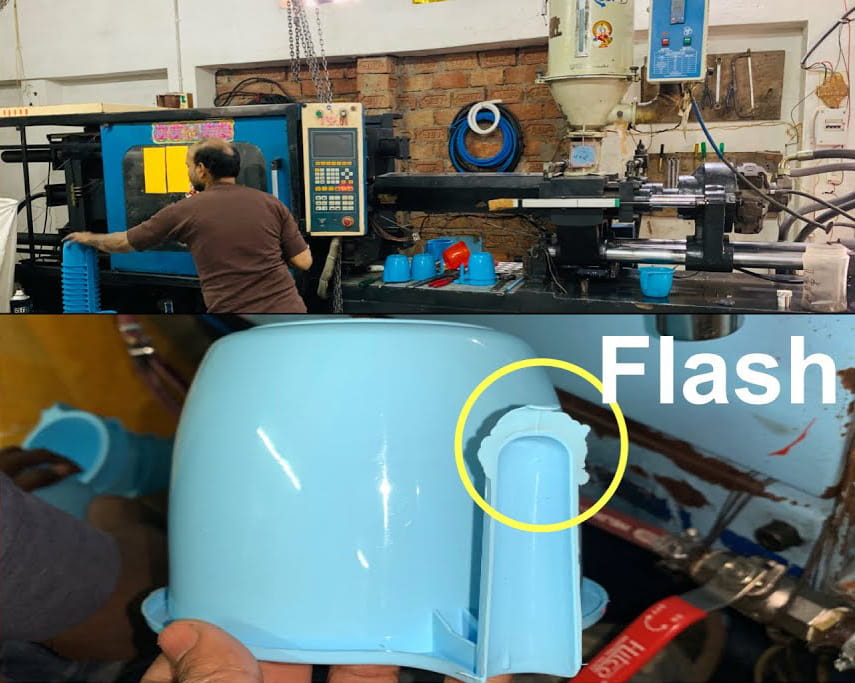
Что такое вспышка при литье под давлением? Вспышка - это излишки пластика, которые вытекают из полости формы в процессе литья под давлением. В результате на конечной детали остаются тонкие "лоскуты" пластика.
Хотя небольшое количество вспышек является обычным явлением, слишком большое их количество может негативно повлиять на внешний вид, текстуру и сборку литьевых деталей.
Поэтому в этом полном руководстве, как профессиональный пластик производитель литья под давлениемЯ расскажу обо всем, что вам нужно знать о флэш-памяти, включая:
- Распространенные причины дефектов вспышки
- Решения для минимизации вспышек
- Лучшие методы работы со вспышкой
Давайте погрузимся!
Что вызывает вспышку при литье под давлением?
Вспышка происходит, когда расплавленный пластик выходит из полости формы, в которой формируется деталь. Существует несколько распространенных способов, как это может произойти:
1. Несоответствие линии раздела
Линия раздела - это место стыка двух половин литьевой формы. Если на этой линии есть зазоры или смещения, пластик может просочиться через нее и вызвать вспышку.
Такие проблемы, как износ оснастки пресс-формы, скопление мусора и неправильное усилие смыкания, могут способствовать возникновению утечек на линии разъема.
2. Недостаточная вентиляция
Вентиляционные отверстия позволяют воздуху выходить из полости формы во время заполнения. Без надлежащей вентиляции воздушные карманы сжимаются и могут вытеснить пластик через любые крошечные щели в инструменте.
3. Низкое давление зажима
Давление смыкания надежно удерживает пресс-форму закрытой от высокого давления впрыска. Если оно слишком низкое, давление впрыска может привести к тому, что пресс-форма слегка приоткроется, что позволит образоваться вспышке.
4. Несбалансированный поток
Если расплавленный пластик заполняет полость формы неравномерно, некоторые участки могут затвердеть раньше, в то время как другие участки еще заполняются. Это может привести к задержке воздуха или "вытеканию" материала через последнее отверстие, вызывая вспышку.
5. Материал с низкой вязкостью
Низкий вязкость пластиковые материалы текут быстрее и легче выходят через небольшие зазоры или вентиляционные отверстия.
Как свести к минимуму использование Flash
Хотя вспышки часто неизбежны, есть способы уменьшить их количество за счет правильной конструкции инструмента и оптимизации технологических параметров:
✔ Точное выравнивание пресс-формы
Правильное выравнивание и плотное прилегание по линиям раздела - ключевой момент. Любые зазоры должны быть выявлены и устранены.
✔ Достаточная вентиляция
Добавьте вентиляционные отверстия, чтобы выпустить задержанный воздух и выровнять давление в полости во время заполнения.
✔ Оптимальное усилие зажима
Давление зажима должно уплотнять форму, не позволяя силе открывать зазоры.
✔ Сбалансированная начинка
Убедитесь, что пластик равномерно поступает во все области полости, регулируя скорость впрыска, давление и температуру.
✔ Вязкость материала
Повысьте вязкость, чтобы материал не так легко просачивался через маленькие отверстия.
Лучшие методы работы со вспышкой
Хотя минимизация вспышек за счет оптимизации оснастки и обработки является идеальным вариантом, некоторое количество лишнего пластика, скорее всего, останется. Вот как правильно работать с вспышками:
✔ Разместите вспышки в незаметных местах
Если вспышка неизбежна, убедитесь, что линия разделения и вентиляционные отверстия расположены в местах, где вспышка будет оказывать наименьшее визуальное или функциональное воздействие.
✔ Быстрое удаление вспышки
Используйте такие методы обезжиривания, как дробеструйная обработка, криогенная заморозка или ручная обрезка. Следите за тем, чтобы не повредить деталь.
✔ Последовательно управляйте вспышкой
Следите за тем, чтобы все детали были обезжирены одинаково. Неравномерное удаление вспышек может привести к изменению размеров или эстетики деталей.
✔ Периодически поддерживайте формы
Очистите и осмотрите формы, восстановите герметичность запорных и вентиляционных каналов, чтобы уменьшить количество вспышек со временем.
В кратком изложении
Итак, вкратце, вспышка - это избыток материала, который выходит из полости во время литья под давлением, обычно из-за проблем с выравниванием формы, вентиляцией, зажимом, потоком или вязкостью.
Хотя полностью устранить вспышку сложно без дорогостоящей высокоточной оснастки, производители могут следовать передовым методам контроля, обработки и дефляширования, чтобы контролировать вспышку и обеспечить минимальное воздействие на компоненты литья под давлением.
Я надеюсь, что это руководство поможет вам получить полезный обзор литья пластмасс под давлением - дайте мне знать в комментариях, если у вас есть другие вопросы!