Что такое ворота в литьевом формовании?
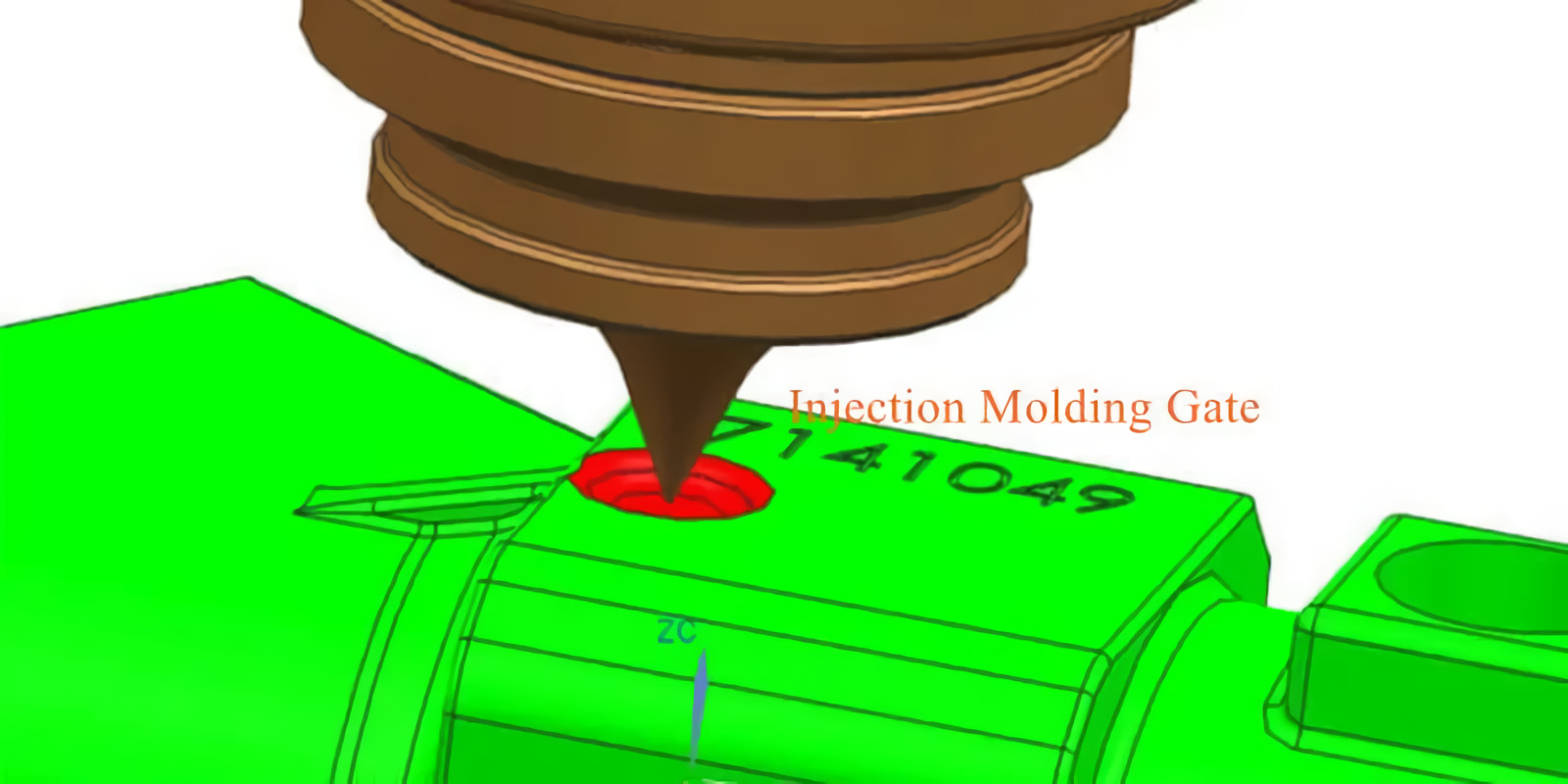
Затвор для литья под давлением - это небольшое отверстие, позволяющее расплавленному пластику попадать в полость формы во время процесса литья под давлением. Затвор контролирует поток и направление пластика, когда он движется из системы бегунов в полость для формирования желаемой детали.
Правильный выбор и размещение литников очень важны для достижения полного и равномерного заполнения формы, минимизации дефектов и производства стабильно качественных пластиковых деталей. В этом руководстве для начинающих, как профессионал производитель литья под давлениемЯ расскажу все, что вам нужно знать о литьевых затворах, включая различные типы затворов, расположение затворов, ручное и автоматическое обезжиривание и многое другое.
Почему конструкция затвора имеет значение при литье под давлением
Когда расплавленный пластик попадает в полость формы через затвор во время литья под давлением, он начинает быстро охлаждаться и застывать в форме формы. Затвор обычно имеет ограниченный размер, чтобы облегчить отделение системы бегунов от готовой детали.
Однако если ворота слишком малы, это может вызвать множество проблем:
- Неполное заполнение пресс-формы - Затвор не пропускает достаточное количество материала, чтобы полностью заполнить полость
- Более длительное время цикла - Маленькие затворы увеличивают сдвиг и Трениезамедление скорости заполнения
- Дефекты деталей - Высокая скорость сдвига через затвор может привести к разрушению материала и появлению дефектов
И наоборот, слишком большие затворы позволяют системе бегунов оставаться в расплавленном состоянии слишком долго после застывания детали. Это предотвращает застывание затвора, что также может привести к дефектам.
Конструкция затвора напрямую влияет на процесс литья под давлением. Выбор правильного размера, формы и расположения имеет решающее значение для быстрого времени цикла, снижения затрат и получения качественных деталей.
Типы ворот для литья под давлением
Существует множество различных типов затворов, используемых при литье под давлением. Некоторые из наиболее распространенных типов затворов включают:
Краевые ворота
Наиболее часто используемый тип затворов - краевые затворы, которые устанавливаются по периметру детали на линии разделения пресс-формы. Они оставляют видимый след свидетеля, но позволяют легко отделяться от бегунка после формовки.
Лучшее применение: Краевые затворы хорошо подходят для плоских или умеренно толстых деталей и обычно используются с многогнездными пресс-формами.
Ворота с горячим наконечником
Затворы с горячим наконечником, используемые исключительно в горячеканальных пресс-формах, подают расплавленную смолу непосредственно на деталь при постоянной температуре. Они оставляют небольшой рельефный дефект на верхней поверхности деталей.
Лучшее применение: Детали круглой, куполообразной или конической формы выигрывают от концентрического заполнения при использовании затвора с горячим наконечником.
Штыревые ворота
Необычная разновидность затворов, расположенных на стороне выталкивающего штифта пресс-формы (напротив линии раздела). Штыревые затворы срезаются чисто, практически не оставляя следов на поверхности готовой детали.
Лучшее применение: Штыревые затворы обеспечивают автоматическое обезжиривание, устраняя следы от затворов на косметических поверхностях.
Подводные (тоннельные) ворота
Благодаря угловому коническому каналу подводные затворы заполняют полость формы из-под линии раздела, что позволяет скрыть следы затвора.
Лучшее применение: Подводные затворы помогают скрыть дефекты затвора и полезны для небольших форм с высокой кавитацией.
Где должны располагаться ворота?
Хотя типы затворов сильно различаются, расположение затворов также имеет значение при изготовлении компонентов для литья под давлением.
Вот несколько лучших практик, которым должны следовать все дизайнеры пресс-форм:
- По возможности располагайте ворота на самом толстом участке детали.
- Располагайте затворы вдали от выталкивающих штифтов, сердечников и направляющих, чтобы предотвратить прерывание потока.
- Обеспечьте достаточное пространство для операций по снятию ворот
- Использование нескольких затворов для улучшения балансировки потоков/давления
Неправильное расположение затворов может негативно сказаться на качестве деталей, увеличить время цикла и повысить производственные затраты. Тщательное размещение затворов - важнейший аспект любой конструкции пресс-формы.
Ручное и автоматическое снятие ворот
Как уже говорилось ранее, после литья под давлением с готовых пластиковых деталей необходимо удалить литники. Этот вторичный процесс известен как дегазация.
Операции по обезжириванию обычно относятся к одной из двух категорий:
Ручное обезжиривание
Ручная дегазация - самый простой способ удаления затворов, при котором оператор физически вырезает, обрезает, ломает или выкручивает затворы из формованных деталей. Хотя этот способ универсален, он увеличивает трудозатраты и может повредить хрупкие компоненты.
Лучшее для: Прототипирование, мостовая оснастка, большие затворы или индивидуальные требования к отделке
Автоматическое обезжиривание
При высокой производительности автоматическая дегазация отсоединяет затворы во время открытия пресс-формы или выталкивания деталей. Затем роботы обрабатывают готовые детали для последующих операций. Отказ от участия человека ускоряет время цикла и снижает затраты.
Лучшее для: Крупносерийное производство, многогнездные пресс-формы, небольшие затворы
Понимание того, как будут удаляться затворы, позволяет оптимально спроектировать пресс-форму и деталь. Ручная и автоматическая дегазация влияют на эффективность цикла, трудозатраты и общее качество деталей.
Заключение
Надеемся, что это руководство для начинающих дало вам прочное базовое представление о литьевых воротах.
Вкратце:
- Затворы контролируют поток расплавленного пластика из бегунков в полости пресс-формы
- Правильный выбор размера затвора предотвращает короткие выстрелы, обеспечивая полное заполнение полости
- Популярные разновидности ворот включают: краевые ворота, ворота с горячим наконечником, штыревые ворота и подводные ворота.
- Расположение ворот влияет на характер заполнения, эффективность цикла, косметику
- Обезжиривание деталей может выполняться вручную или автоматически, при этом для каждого метода существуют свои компромиссы
Вооружившись этими знаниями, вы сможете сделать обоснованный выбор затвора для вашего следующего компонента или конструкции пресс-формы, изготовленной методом литья под давлением. Как всегда, опора на опытного партнера-производителя поможет избежать ошибок при работе с этим точным процессом.
Какой аспект дизайна ворот до сих пор остается неясным? Дайте мне знать в разделе комментариев ниже!