Короткий выстрел - один из самых распространенных дефектов при литье под давлением. Он возникает, когда расплавленный пластик не успевает полностью заполнить полость формы в процессе впрыска. В результате получается неполноценная деталь с такими дефектами, как пустоты, раковины или тонкие участки.
Понимание причин коротких выстрелов и способов их предотвращения крайне важно для всех, кто занимается литьем под давлением, независимо от того, управляете ли вы машинами или проектируете пресс-формы. Продолжайте читать, поскольку профессионал производитель литья пластмасс под давлениемЯ расскажу об этой распространенной проблеме, с которой сталкивается индустрия литья под давлением.
Что такое "короткий выстрел"?
Для начала давайте правильно определим, что такое короткий выстрел в литье под давлением:
Короткий выстрел - это когда расплавленный пластиковый материал не полностью заполняет полость формы, оставляя части формованной детали неполными, часто на самом дальнем конце от литника.
В результате в пластиковой детали образуются нежелательные пустоты или отверстия, а также косметические и функциональные дефекты, делающие ее непригодной для использования.
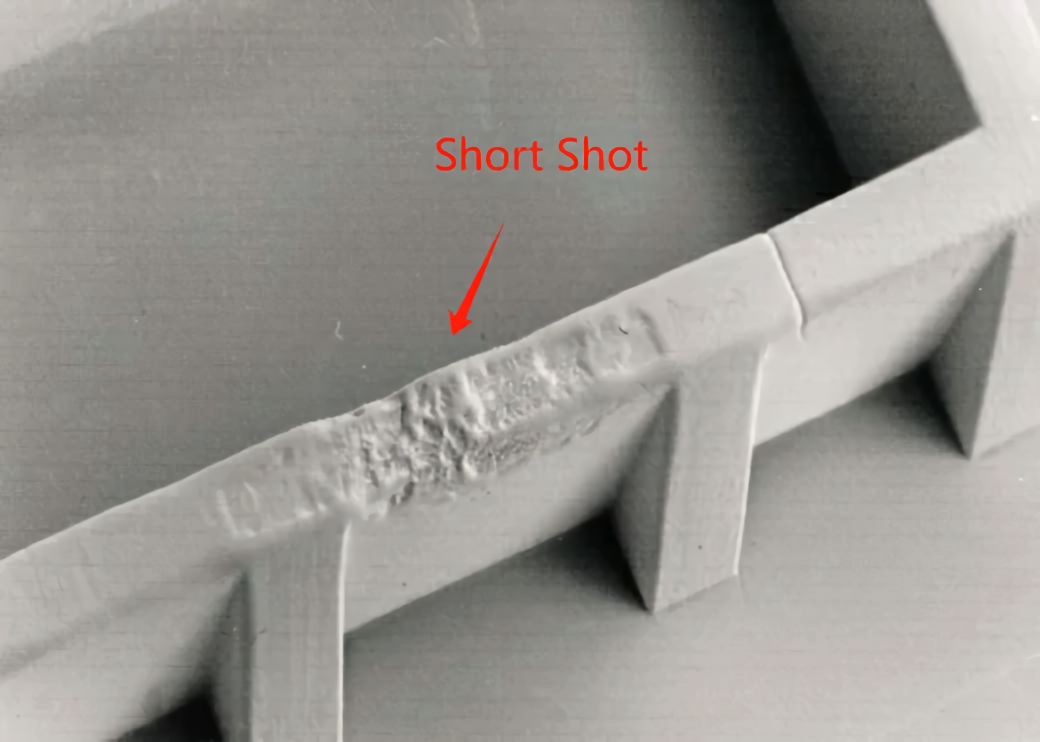
Как видно на изображении ниже, неполный поток пластика оставил незавершенным большой участок детали, что явно характеризует ее как короткострельную:
Основной признак короткого выстрела - незаполненный участок. Однако определить проблему помогут и другие признаки, например:
- Видимые следы раковины, деформация или трещины
- Неравномерная толщина стенок
- Недостатки в работе в сверхурочное время или в предполагаемой функциональности
Что вызывает короткие выстрелы при литье под давлением?
Теперь, когда вы знаете, как распознать короткий выстрел, давайте разберемся, что вызывает этот распространенный дефект литья под давлением:
Недостаточное давление впрыска
Одна из наиболее частых причин коротких выстрелов - давление впрыска не успевает заполнить форму. Причины включают:
- Слишком низкая производительность машины
- Потери давления из-за большой длины бегунков
- Меньшее отверстие сопла ограничивает поток
Чтобы решить эту проблему, сначала убедитесь, что машина для литья под давлением имеет достаточное усилие смыкания для данной пресс-формы. Использование сопла с большим размером отверстия также помогает преодолеть ограничительные потери давления.
Преждевременное замораживание
Когда расплавленный пластик поступает в форму, пластик у стенок формы начинает застывать. Толщина этого застывшего слоя увеличивается по мере заполнения формы материалом, и в итоге он блокирует поток, если становится слишком толстым.
Недостаточная температура и неправильное охлаждение приводят к преждевременному застыванию.
Неравномерная толщина стенок
Если конструкция детали состоит из толстых и тонких участков, тонкие участки часто затвердевают раньше, чем толстые полностью заполняются. Такой дисбаланс препятствует потоку пластика, вызывая короткие выстрелы.
Правильное охлаждение пресс-формы и использование теплопроводящих материалов, таких как алюминий или меди в этих областях может предотвратить преждевременное затвердевание.
Неправильная вентиляция
Задержанный воздух оказывает сопротивление движению расплава пластика. Отсутствие места для выхода воздуха может привести к коротким выстрелам.
В конце мест заполнения должны быть расположены вентиляционные отверстия для выхода воздуха.
Вопросы расположения и размера ворот
Смещенный затвор затрудняет заполнение самого дальнего конца формы. Маленькие затворы также ограничивают поток материала, увеличивая вероятность коротких выстрелов.
Правильно расположенные и подобранные по размеру затворы обеспечивают плавное заполнение без преждевременного застывания.
Свойства потока материала
Пластиковые смолы с более высокой вязкостью текут медленно и могут застыть до полного заполнения. Аналогичным образом, изменения содержания влаги и состава также влияют на текучесть.
Выбор материалов с низкой вязкостью, подходящих для сложных форм, позволяет избежать коротких выстрелов. Правильная обработка и сушка пластиковых смол также улучшают текучесть.
Как предотвратить короткие выстрелы
Теперь, когда вы знаете общие причины возникновения дефектов короткого выстрела, вот некоторые способы их предотвращения в вашем производстве литья под давлением:
Повышение давления впрыска
Повышение давления впрыска дает дополнительный импульс материалу для заполнения сложных и замысловатых полостей. Но следите за тем, чтобы не превысить возможности пресс-формы или машины.
Оптимизация температуры процесса
Более высокие температуры бочки и пресс-формы позволяют дольше сохранять пластик в расплавленном состоянии, что уменьшает проблемы с застыванием. Но не превышайте пределы материала.
Улучшить вентиляцию
Добавьте вентиляционные отверстия в проблемных местах, чтобы задержанный воздух мог беспрепятственно выходить, не препятствуя потоку пластика.
Учет свойств потока материала
При выборе материала учитывайте вязкость смолы, требования к сушке и хранению, чтобы избежать несоответствия расхода.
Проектирование для обеспечения технологичности
Упростите геометрию. Сбалансируйте толщину стенок. Продумайте расположение и размеры затворов. Программное обеспечение для моделирования помогает виртуально проанализировать проблемные зоны.
Как устранить проблемы с короткими выстрелами
Несмотря на все попытки предотвращения, короткие выстрелы все равно случаются из-за стохастической природы процессов литья под давлением. Однако некоторые методы позволяют быстро устранить проблемы, связанные с короткими выстрелами:
Испытание короткими выстрелами
Преднамеренно создавайте короткие выстрелы, отключая давление упаковки. Проанализируйте образцы, чтобы определить проблемные места и вероятные причины.
Мониторинг процессов
Отслеживайте время заполнения, скорость/давление впрыска и температурные профили в режиме реального времени. Тенденции изменения данных указывают на отклонения от оптимального процесса.
Программное обеспечение для моделирования
Визуальное моделирование моделей заполнения при различных условиях обработки. Оптимизируйте процесс на основе прогнозов.
Для выявления и устранения дефектов короткого выстрела необходимо понимать их причины, методы предотвращения и способы устранения неисправностей. Овладение этими понятиями является ключом к эффективному производству высококачественных, полностью сформированных компонентов для литья пластмасс под давлением.
На этом мы заканчиваем это руководство о том, что такое короткие выстрелы в литье под давлением, что их вызывает и как их устранить с помощью своевременных мер по предотвращению и устранению неполадок. Дайте мне знать в комментариях, если у вас есть другие советы по борьбе с короткими выстрелами на вашем заводе литья под давлением!